
July 29, 1998 Revised steps 2. and 3. Oct8/00
![]()
Long case necks for the 243 Ackley Improved
Rifle.
Fred M.M

Rifle Data.
Converted Remington 25 1/8" heavy factory barrel Varmint Model 243 Ack. Imp. Blueprinted action. Laminated Remington factory stock glass bedded. Near scope base. Leupold tactical scope rings. Scope level. Bausch&Lomb 4-16 4200 Elite scope. Jewell trigger. Harris three positions Bi-pod. Barrel NECO fire lapped. Load 50.0 gr Reloader 22 with 95.0 gr Berger VLD Bullet Moly, MV 3225.
![]()
M
y adventure with the243Ackley Improved started with a new 700 Rem. SA Varmint Rifle In 243 Win cal. The barrel was very rough and had an impossible throat. I fire lapped the barrel with the NECO kit and had the action trued. This included recutting the threads, and refacing bolt lugs and seats. Shorten the barrel by 7/8"got rid off the bad throat and the old chamber. Fire lapping had also moved the throat another 1/4" forward. The new chamber toke care of that and turned out very well.Fire lapping load for the 243 Winchester. 56 shells were charged with 8.5 gr of 700X powder and 90 gr Speer bullets. Made up of: 6-#220 grit, 10-#400 grit, 10-#800 grit, 30-#1200 grit. Thoroughly clean the barrel every 5 shots to remove all copper fouling. This is a work of love and sweat.
When I ordered the reamer from Clymer I only specified a 0.270 neck diameter other than that the reamer was supposed to be standard specs. The gunsmith chambered the rifle as per Clymer instructions, using a 308 headspace gauge minus 0.004". So far so good, 243 Win cases fitted and fire formed with a perfect 1.800" base to neck junction. But fire forming with bullets shrunk the cases from 2.038 as bought to 2.024 or less.
The already short 243 necks simply became even shorter, not acceptable for my use. When I measured the chamber length I found it to be 2.082" long, or 0.044" longer than the 243 Win cases. Fire forming added another 12 to 14 thousands to the gap between the end of the case and the chamber. Which meant rechambering, or make longer neck brass. I opted for the longer neck brass. I prefer cases 0.005@ shorter then chamber length. I send a letter to Clymer for an explanation and was offered a repair or replacement. I declined the offer since the rifle was already chambered. Everything turned out just fine with the long necks.
On my first try I used 6 mm Remington cases trimmed to 2.082 and fire formed with bullets using a maximum 243 load. Three out of 5 cases cracked in the shoulder area and shortened 18 to 20 thousands. The cracks were eliminated by annealing, and fire forming with the method described below produced a case length 2.077 and a case neck thickness of 0.0125@ to 0.013@
At the same time I produced for a friend a case neck thickness of 0.017" for an oversize chamber neck, using 30-06 virgin brass. His chamber length measured 2.062 producing a 0.038" gap between the brass and chamber neck, with fire formed brass. The methods for the 30-06 and the 6mm cases are the same, except trim length. The 6 mm Remington cases will not produce extra thick fitted neck walls.
Here is my procedure starting with new Winchester 30-06 brass with a neck OD 0.331 and neck wall 0.0124. I bought the last 200 cases. I was told in the whole sale store that Winchester stopped making 30-06, 270 Win and 284 Win brass?
1.Lube neck and shoulder with Imperial die wax and run case into a 308 Win FL. die. Neck will be 0.328= and neck junction will be 1.765 from the base.
Note: The Imperial Die Wax worked best for me, compared to two other lubricants I tried.
2.) Trim cases to 2.125" and chamfer outside to half neck wall thickness. The chamfer is required to center the case for the next stage; or else the case neck will buckle.
3.) Lube and run case into a 7 mm- 08 FL die, neck diameter will go to 0.298" and neck Junction remains at 1.765".
4.) Lube and neck down cases with a Redding 243 Ackley Improved body die to 0.281" neck OD. This die actually shears off a small amount of brass on the outside of the neck. The neck junction is now 1.800 from the base, and is the same dimension as my chamber.
5.) Inside neck ream cases with a Forester 0.2458" inside neck reamer. This removes the taper and the swelling inside neck at the shoulder junction. The case neck wall at that point is 0.0214 before reaming, and is reduced to about 0.018". Make sure the reamer is centered in the case mouth .Go slow and feel the reamer into the neck.
Note: Expanding the neck without inside reaming either collapse the case or the outside neck reamer pilot will not go into the case.
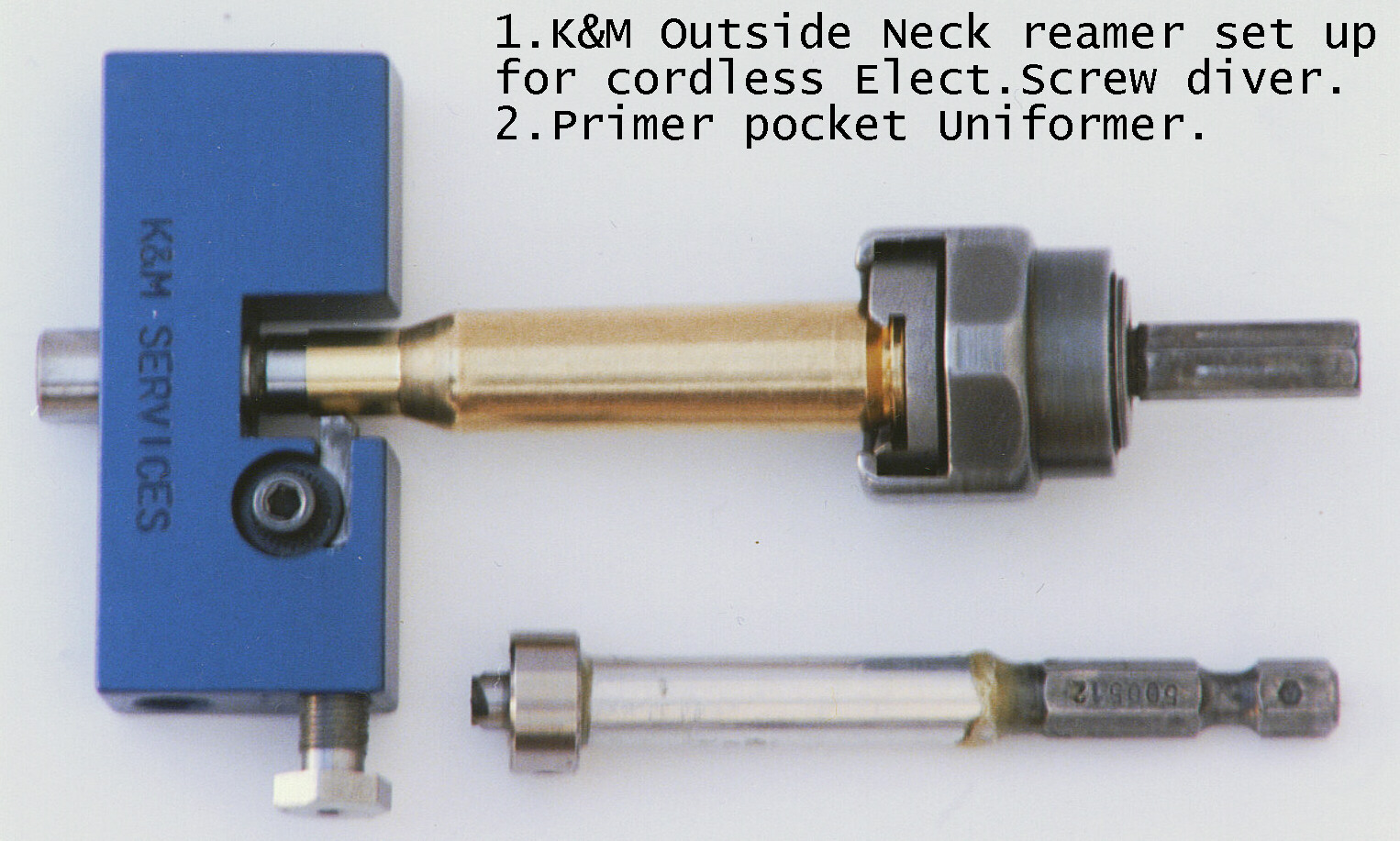
6.) The neck and shoulder must now be annealed. Here is how I do it, about 100 cases in an hour. I set up a Benzomatic propane torch on piece of plywood on two saw horses in a dark corner of my garage, flame facing the operator. The case is between the operator and the flame, so the color change of the brass can be observed. Then I set up a drill press vise on a box for the B&D electric screwdriver to lay in. With the K&M shell holder chuck, the case is held in place about 2" away from the torch tip. The edge of the vise is even with the front of the screwdriver. The flame is aimed at the case upper shoulder/body junction.
Apply Heat to the count of eight while turning the case with the electric screwdriver. When a very skimpy almost not visible color appears at the neck and shoulder, the chuck with the case is then tipped in a pail of cold water. The wet cold chuck keeps the case head cold during neck heating. The operation is fast and the heat is even. Not very scientific but it works well. Do not get the case red hot. 400F is enough heat. Very little color change. The color change is visible but very hard to describe. If you can take a case and fire form it and remember the color before you overdo it. Count at the same speed.
7.) Neck down cases with a 243 Win FL die. Place a 0.009 shim stock shim under the case in the shell holder. This pushes the neck radius back and allows for a gentle transition for outside neck reaming.
8.) Expand the neck with a 6 mm K&M Expandrion (0.2431)
9.) Trim cases 0.012 longer than exact chamber length. (Mine 2.082 +. 012 = 2.094*)
(For 6 mm cases 2.100*)
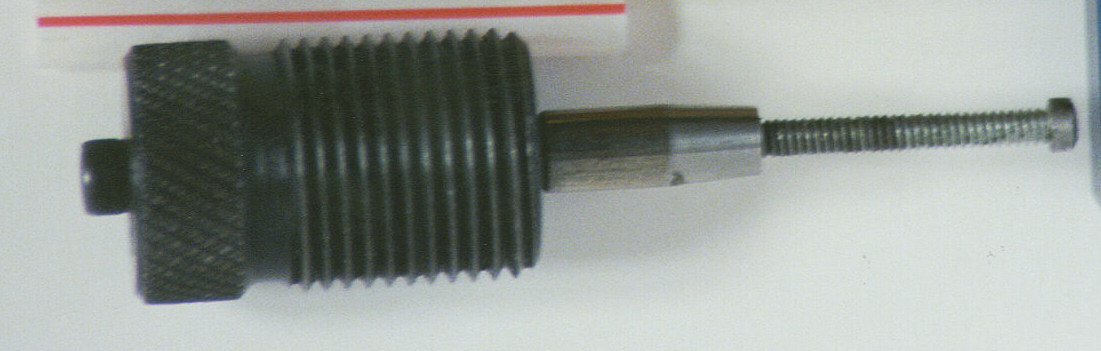
10.) Outside neck turn case to allow 0.0005 radial clearance in chamber neck. My neck is 0.270. Loaded case is 0.269. Neck wall is 0.013 or tad less. Outside neck ream down to 1.790 neck \ shoulder junction, be careful not to cut into the shoulder. The new K&M carbide end cutting mandrel will take care of a possible doughnut during final neck wall thickness adjustment after the first full loads.
Attention Please. After two or three full loads the case necks are outside reamed again, to a radial clearance of 0.001" with a loaded shell.
Note: K&M resharpened my neck reamer cutters with a 45 deg. side angle with no radius $1.50 each. This works well with the regular 243 Win shoulder. I had no idea that anybody would do anything for a buck and a half anymore. Thank you Ken. I have since added the K&M carbide end cutting mandrel for this tool. A great addition.
10.) Chamfer outside case necks to half wall thickness, so case can be forced into the throat, about 0.012.to 0.018 This will create a crimp on the case and produce more pressure in the case, like a military blank cartridge.
Warning: With this method a bullet can not be used for fire forming.
11.) Load cases with 12.5 gr. of 700X shotgun powder and tightly pack the case full with Cream of Wheat; seal case mouth with 1/8" of Crisco and fire form. (I use an inverted 7/32-drill bit in a file handle, to push the cream of wheat down tight without mixing it with the powder.)
Note: Use a little Crisco to rub the whole case to prevent it from sticking to the chamber wall. After fire forming clean the chamber with alcohol to remove all lubricants.
With my sample case, I lost only 0.002. The case came out at 2.092 after firing.

12.) Trim case using a 22-cal pilot to remove chamfer, crimp and the chamber radius. My final case trim length is 2.073 for first full load. This will give me 0.009 clearance. I have found in most instances that the first full power load will lengthen the case 0.004@. This could mean a 0.004 headspace after fire forming? Or slight reshaping with the full load. All subsequent reloading is done with the no nonsense Redding Competition bushing style die set, in 243 Ack. Imp., also a stock item.
Note: Cutting a case in half after fire forming I found very even transitions in the shoulder and neck junction area, with no doughnut or various thickness. Fired case measures 0.469 at the base, 0.4555 at the shoulder and 1.800" at the neck junction.
The case is well formed. Neck length is 0.275"+. This compares favorable to 0.285 for the 6 mm PPC bench rest cartridge. The longer neck promotes bullet concentricity and a better grip on the bullet. You may ask if all this is worth the trouble? For me, I enjoyed the challenge to make a finely fitted long neck 243 AI case.
Furthermore all tools dies and reamers are all readily available over the counter, with no waiting involved. With the longer neck the 243 AI really shines with any length bullet, particularly with the Berger VLD type and the very short ones.
While the above looks like a lot of work, with all the tools handy and ready to go a hundred cases can be done in two evenings using a drill press and power tools.
The reworked factory rifle barrel had shown earlier promise, during fire forming with 243 Win brass. The 100 gr. Hornady bullets and 46 gr. of Reloader 19 produced good accuracy. This load grouped in the low sixes at 102 meters (112 yards). The new barrel length is 25c@ and has a 1-9c twist. The throat is 0.100.
The above is particular useful for oversized chamber necks. Neck wall thickness of 0.017" is possible with 30-06 brass. This accommodates a 0.280 chamber neck with 0.0015 radial clearance. Of course a bushing type loading die should be used. With thick neck walls, neck sizing should be limited to 0.002@ to avoid over working the brass. Also thick necks do not yield easily.
Concentricity could suffer. More frequent neck annealing may be necessary with thick necks if they are sized too much. With thick necks and reasonable pressures, neck sizing can be eliminated all together after the initial sizing. Bullet run out of more then 0.001@ on loaded shells for hunting would indicate some sort of neck concentricity problem or uneven neck walls.
If a thick neck wall is not required and the chamber has a tight neck like 0.270 or less, a 6 mm Remington case can be used with the same procedure as above. The initial length for the 6-mm case, at the fire forming stage, should be chamber length plus 0.018, because the 6-mm cases shorten by this amount. Fire forming with bullets for improved calibers, cases will always shorten. A modified application for the above, can be used for 25, 26 or the 7 mm improved caliber’s using short cases.
Note: Disclaimer. The above is a description of making modified cartridge cases for my own use for a specific rifle. The above description of making modified cartridge cases is not guarantied to work satisfactory in other rifles and or chambers. Its use could result in bodily harm by unqualified producers with unsuitable tools, firearms and materials. The use of the description for making modified cartridge cases is free of charge and the user of it assumes full responsibility for his or her firearms and safety. Wear safety glasses at all times when shooting and handloading.
Thank you for visiting my AngelFire Web Site.
Please direct your comments and questions to:
Fred the Re-Loader.
