
|
LIMA IOWA
|
[]
Fayette
History Index []
 [] IowaZ Sitemap []
[] IowaZ Sitemap []
Use the Fayette Index page to navigate to
other pages. This page last uploaded:
Lima
Mill Photo Album on Sony ImageStation
For more graphics on the Lima Mill site. There
are other Lima related albums available. You need to investigate and use
ImageStation a little to find out its features. If you have a good
internet connection, learn to open an entire album in thumbnail form and then
you can enlarge various pics. Seeing the entire album series generally
speeds up viewing the items of interest. Generally I do not have the time to add
major captions to the pictures, so email me if you need more explanation of a
specific item. I lost about 15,000 pics when photopoint.com went broke so
have hesitated to spend vast amounts of time to uploading more photo albums, but
now feel that Sony will remain stable for awhile. I rarely backtrack on
web pages and albums so if you find broken links that is the reason. Should
anyone visit my Lima and Albany pages with pictures we might use on the site, I
would appreciate the assistance, not only with pictures, but with text and
living history information,
iowaz@swbell.net
LIMA IOWA
Old Mill Site

Lima Mill
Taken from notes compiled by the late Elizabeth Oelberg
Dickinson, Fayette, Iowa and the late Merl Durfey.
…Originally called "Lightville," laid out as "Volga City" and the name changed
to "Lima" by an act of the legislature, because there was already a Volga City.
The first to settle was Erastus A. Light and Harvey Light, thus the name
Lightville. The Lights built a saw mill on the Volga River in 1849-1850. A. J.
Hensley built a flour mill with stone burrs at this same place in 1852 and soon
sold it to P.H. Durfey and son. This structure was twenty six by forty feet, two
stories high with a stone basement. The property was reverted to Mr. Hensley in
1878 and later sold to Oelbergs. In the early days quite a lot of wheat was
raised on farms around Lima. This mill was equipped with a special stone burr
and bolter to separate the flour from the bran or hulls of the wheat. The top
burr is/was in West Union at Paul Oelberg's old home and the bottom burr is at
the Lima Cemetery, put there by Russell Dickinson. The saw mill was also kept
running. A lot of logs were sawed into lumber for farmers to use for buildings.
There were several men who ran the mill. A.R. Oelberg, Bob Durfey, George Abbot,
and Harry Stephens. The mill was located on the north bank, west of the bridge
which spanned the river. It was abandoned in 1900, because there was not enough
water to keep it running. An iron bridge originally spanned the Volga River at
this point, but was swept away by the flood of June 1, 1875. The second
structure was taken in the flood of 1947. The cement bridge there now was built
in 1979.

EARLY SETTLERS around Lima.
...Earliest settlers at Lima were the Light brothers, Harvey and Eurastus, who
came in the early 1840's.The town, first named Lightville, was later called
Volga City. Then because there was another Volga City farther down the river,
east in Clayton Co.,
the name was changed to Lima. The Lights built a saw mill and later added a set
of burrs for grinding corn in 1849-50.
...A.J. Hensley built a flour mill in
1872. The saw mill was sold to P. H. Durfey and his son, Follett. In larter
years Follet and sons, Robert and Merl Durfey, operated the mill. At that time
the flour mill was owned by Albert R. Oelberg, who also owned and operated the
general store. The mill was abandoned around 1900 (actually 1910+) when the river could no longer
furnish power except for a short time in the spring and fall after heavy rains.
...The Henry window in the Lima Community Church is in memory of
the late Norman Henry's father, millwright of the early Lima water-power mill,
where the native lumber for the church was sawed. The Hensley window is in
memory of A.J. "Jack" Hensley, who gave the first one hundred dollars toward a
new church. The Stearns window is to commemorate Winslow Stearns,
carpenter-foreman of the church building work crew. Norman Henry and George
Kuhens, young men at the time, (1879, as we calculate it) helped haul the
saw-logs to the Henry mill.
...The Lima water-power mill was a short distance
on the upstream side from the present Volga River bridge, south of the Lima
Store. The dam was made of logs and stones. The mill pond was not so very deep
(probably 6-10feet).
Some of the year the water was too low to provide power for either the saw or
the stone burrs. Some of the time the mill yard was flooded (the mill was on the
Volga bottoms which flooded at ice out, during very heavy rains. And one local wit
said, so the story goes, "when the river was right, the millwright had to file
the saw and sharpen the burrs"

Lima and Albany, 1868 plat and 1970's topo maps.

The road south from the from the Lima store to the bridge and mill.

The Lima creek is on the left with the old Lima bridge still standing (early
2000's). The old road still shows but with one gap eroded out.

Crossing the old Lima bridge, the Lima mill would be 40 yards to the right, with
the Lima country school in the area to the left of the picture. The old
road curved immediately to the left after crossing the bridge with the school
off to the left of the sweeping curve.

Below the old Lima bridge as viewed from the south end of the old mill dam.


From the south end of the old Lima bridge, the Lima creek is on the the right,
the old mill site on the left. The old Lima store would be a about 600
yards straight ahead, to the north.

Looking off to the left of the old bridge to the west are the remnants of the
old Lima mill dam and mill pond. The will sat in the present day indention
into the back below the dam, with the open water on the right being the old mill
race.



View to the east across the old mill site. The mill from this view would
have block sight of the old bridge. The natural succession of shrubs and herbs
seen today would not have been present as the area completely around Lima was
rapidly cleared, farmed and pastured. The area in view and to the left
would have been the old mill yards where farmers would bring their wagons with
grain and logs would be hauled in on skids and sleds by ox or horse teams for
sawing into rough cut timbers and boards. Winter time, at freeze up with
snow would be a prime time for cutting and hauling logs. The Lima mill, like all
mills on the Volga became very susceptible to water levels in the mill pond.
With the nearly complete cutting of the timber and plowing of the fields on
nearly all the Volga watershed, the water table and flow into the river dropped
drastically in the latter decades of the 1800's and by the 1900's there was not
enough water to successful run a milling operation. All of the mills on
the Volga would have major down times due to water levels in the mill ponds.
My Strayer and Heckart great-great+ancesters were millwrights.
My personal interest in mills comes from studying the genealogy of my gggrandfather John Strayer and his brother-in-laws, my uncles, the sons of John Adam Heckart who migrated from the Susquehanna River Valley of Pennsylvania to Shelby County, Missouri, in 1838 to build the big Walkersville Mill and operate it until the late 1940’s. John Strayer and his wife’s brother, John Adam Jr. Heckart would remove to Freeport, Winneshiek Co, Iowa, in 1852, to make original entry to much of the good mill land on the Upper Iowa River up and down river from present day Decorah. They would build the first big mill at Freeport. John Strayer would remain in Freeport the rest of his life, while his life long partner, Adam Heckert would make his third trip in 1865 to Butte Co, California and the gold fields to establish a major ranching operation, and to use his PA, MO, IA millwright talents to build bridges, flumes and other early water structures around Butte Co, CA. Mills established many of the communities of personal interest to family genealogy, both mine and yours, on the Volga River.

The Walkerville Mill built 1840 by the Heckart brothers and John Strayer 4 miles
SxSW of Shelbyville, Shelby Co., Missouri, on the Salt River, was a an advanced
third generation frontier grist/sawmill very similar to the mills constructed on
the Volga River, Fayette Co., Iowa, to include the Lima Mill.
Of Water Mills on the Volga
Water Power on the upper
Volga River flowage in Fayette Co, Iowa, 1849 >>1910.
Volga River mills
…Water was
used to power several mills for sawing logs and making rough cut lumber
for construction of buildings and structures, grinding grist for cattle
feed and making or bolting flour for family consumption and a cash
source, at the villages of Wadena, Lima, Albany(2) and Westfield (Fayette),
with at least other water mill attempts (Cole’s Mill at Big Rocks, Waterbury
tunnel at Big Rocks, Marvin’s first on Burn’s Creek at Lima, Talbot’s mill just
south of Lima) along the Volga valley in Fayette Co, Iowa. Plus a woolen
mill would operate at Fayette in old Westfield to ‘card’ or comb the wool
into sheets where the fibers run in the same direction for yarn production, to
be made into blankets and woolen cloth. Wool was the only source of really warm
clothing in a very cold climate, plus wool became a cash crop with the coming of
the rails in 1873. Hiram Marvin would move from his mill upstream of
Albany into Fayette to build a unique windmill powered grist mill. Eventually
and actually quit rapidly, most milling in Fayette County would be operated by
either stationary or mobile steam engines. By the late 1800’s Fayette County
mills were on their way to extinction because of the big merchant mills around
Duluth and other cities, and rail transportation. The small custom mills could
not compete with the ‘big-boys’ which is exactly the cause of the extinction of
the small farms and villages of Fayette County starting and accelerating in
decline about 1960.
…The source of power for the Volga mills was the waterwheel, generally
the overshot type of wheel. Each wheel was connected to the Volga River
by a channel of water called a raceway. The portion of the raceway above the
wheel is called the headrace, while the portion that returns the water to the
river is called the tailrace
…The vertical distance between the headrace and the tailrace, or the height of
the water, is known as the head. The amount of power available at
any site depends on the head (height of water column) and the rate of flow. A
gate at the beginning of the headrace regulated the rate of flow. Dams
completely across the Volga were built to increase the amount of head or
height of water at the mill site. The millpond created by these dams also
helped to provide a steady supply of water for the wheel.
…Power from the waterwheel was transferred to the machines through a series of
gears and shafts called the power train. By going from larger to smaller
gears ‘machines’ and wheels can be turned much faster than the waterwheel
itself, or by going from smaller to larger gears, slower.
…This simple system could easily be expanded to power many machines from a
single waterwheel. A system of leather belts could also be used to power
various ‘machines’ in the mill. Earl’s and Marvin’s Mills at Albany were
good examples of water power being used for other industries as they both
supported a furniture manufacturing ‘cottage’ industry with the lathes,
drills, and other woodworking machines being run from the power generated by the
waterwheels. These furniture manufacturing endeavors were some of the very
first ‘businesses’ in Fayette
County, being in operation by the
early 1860’s.
…Water power on the Volga flowage remained important to the local economy
from the early 1850’s to into the 1880’s, but rapidly co-exited with power from
steam engine both in sawmills and grist/floor mills.
The Lima grist/sawmill
operated until about 1910, being the last operational mill on the Volga in
Fayette Co. The water table had dropped severely from agricultural land use by
this time, so there was not enough water available on a consistent basis to
operate a mill. Also with the coming of the rail system running up the
Volga valley to Lima and on to West Union, and the rails from Marion to
Arlington, Fayette and on to Donnan and Calmar, the water mills rapidly declined
as grain and lumber could readily be moved long distances.
…The mill stones for the mills were generally brought in by ox wagon with
the millwrights when they migrated from the eastern woodland rivers system to
build frontier mills. Later mill stones might be imported, coming by water to
the Mississippi River ports of Dubuque and McGregor. They were of the type
called Rotary Querns, with two stones that sat one upon the other, with
bottom stone sitting stationary while the top stone rode on an
axle that sat upon a small but important piece of wood called a 'Rynd',
which could be adjusted to set the desired coarseness of your flour. The grain
is placed by hand or fed from a hopper into a hole in the center of the top
stone. As the grain is ground, the grist and/or flour runs out from the seam
between the two stones. The stationary
Lima mill stone
sits under a big pine tree as one comes into the front of the Lima Cemetery from
the Lima Church, in 2000. The stone was in the possession of Russell Dickinson
until moved to the Cemetery. At that time the top stone was in West
Union and in possession of Oelberg relatives(?).
What type of milling operation was
on the Volga?
...The mills of the
Volga would be considered custom mills serving the local farm community.
…Most custom mills had one or perhaps two pairs of millstones. One millstone for
corn and another for wheat. Custom mills would have one or two pairs of
millstones but usually not more than two pairs of millstones. The machinery is
very simple, usually the millstones and little or no other machinery. The grain
was usually not cleaned and it was often not bolted. If it was bolted it was
done by hand. Custom mills operated seasonally mainly at harvest time and the
miller did something else most of the year, which on the Volga would be farming
and/or lumbering. That is maybe why the mill also had a saw mill and a fulling
mill. The miller may also have been a saw miller. Some times with the saw mills
the miller also collected a toll for custom saw milling. The owner, builder and
the miller usually may be the same person.
…Some mills had millstones that were used for reason other than milling grain.
They had hulling stones for oats, buckwheat and barley. Some early mills used
ending stones for cleaning grains, and some later used millstones in 'new
process' milling to regrind middlings.
The first mill site attempt at Lima.

The picture below is immediately down river from the
Lima Mill site as described in the above picture. Just below the
relatively bare crown of the hill on the right third of the picture was the
location of the first attempt in 1849/50 to build a mill in the "Lightville"
Valley. The mill site was changed to the Lima Mill site above the old
bridge within that first year. The original mill never being completed.

In 1878 when the rails came to Lima, they crossed the Volga from the south side of the river to the north side at the same gap, the dark area on the right third, the same relative location for the first mill attempt. Then the rail came across the bottoms field toward the lower corner and into Lima.

Of early Water
Mills
Early mills can
be better understood by studying a variety of internet notes on 1800’s water
mills.
Importance
of Mills
…Early settlers on the upper Volga
River flowage had to make most of the items they consumed themselves. Mills in
pioneer times were necessary for local settlers to survive. Sawmills would help
cut lumber to build houses and barns. Grist or flourmills would grind wheat,
rye, buckwheat, corn, to make bread and other food to eat, plus produce feed for
livestock.
…A distillery or brewery could also be added near a gristmill where milled
grains such as rye could be used to make rye whisky. Later, more elaborate
carding and textile mills were introduced that helped prepare and weave wool in
the manufacture of textiles. The big woolen mill at Westfield (Fayette) was an
example.
…Mills used water power and later steam power to operate, making it necessary
for mills to be situated near river systems. As a result, small communities were
established near river systems, as Wadena, Lima, Albany, Westfield (Fayette).
Mills became the center for development and growth. The demise of a mill could
mean the end of a community. Initially river systems were a main factor in the
settlement of pioneers in Fayette County, as with all areas of settlement. Mills
would attract coopers (barrel makers), tanners (harness, belt & leather goods
craftsman), shoemakers, blacksmiths, a general store and other kinds of trades
and craftsmen. Together, these settlers with the area farmers would become the
necessary components of a functional nearly self-sustaining village.
The Mill and the community
Basic elements of a mill.
…Primary machinery---
Water wheel, gear pit wheels, and the millstones.
…Secondary machinery--- Bolters (sifters), grain cleaners, sack hoist, etc.,
perhaps a hopper-boy in later years.
…A mill is a business, a factory, a place were grain is processed into flour, it
produces a food stuff. It is part of a larger chain that begins with the farmer
and his farm, and leads to the mill and possibly onto a bakery or some sort of
store or export facility.
…How the mill was tied into the community was important. At one time almost
everyone had to make a trip to the mill. You met your neighbors there and maybe
a marriage partner with someone's daughter who happened to go to the mill with
her father.
The
Mill was often the ‘center’ of a village.
…The mill sites before
the rail systems were established to serve local farmers. Transportation of farm
crops did not become feasible until the advent of the railroad in the mid 1870’s
in Fayette Co, Iowa. Early mills were constructed by millwrights to establish a
business to attract and take advantage of the local farming community. Until
the 1850’s mills were established along the upper Volga the farmers had to take
grain in ox wagons to the mills in Clayton, Dubuque and Delaware counties
traveling forest trails. It was not unusual for farmers to travel a day or two
to take their grains to the nearest mill, with complete trips often taking 6-10
days.
…The mill was generally the hub of the pioneer community. It was the place where
the local farmers would meet and discuss current affairs and socialize. Millers
were often recognized as a central figure in the community and their thoughts
and ideas respected. Because the mill became the focal point of the pioneer
communities and because the mill was always located on a river, access to the
mill was of great importance. Even when the rivers were swollen, the farmers
still needed to have their grains processed so one of the first things that the
community would allocate tax money for was the construction of a bridge near the
mill
…When the mill sites were initially developed there were no neighbors, schools
or stores around. Once a started and functioning, the mill became the nucleus of
a new farming community. Trading and barter would be done at the mill. News and
stories were shared there. Eventually other trades would build shops and stores
would open near the mill because the mill was central to the community.
Things that tied the mill into the
community.
…The miller’s office
was the first place a farmer would look for the miller. The office was a place
with a warm fire to warm the miller and the farmer, a place for food and drink.
It is where the business records were kept. Miller's log books and ledgers were
a record of the farming community and business of the mill.
…Storage place for important tools and books. Some tools used in a mill would be
used nowhere else in the community, and the mill may have the first books and
writing material in the community. Schools may only have blackboards and slates
and a book brought from home.
…The mill may have a work bench or work found somewhere else in the mill but the
miller's office was a gathering place for the community. It is where you asked
the miller questions about grain, farming, machinery. Local news was told. Cards
and checkers played. Sometimes this also served as the first town bank, post
office, power company, etc.
…The mill had the first and only scales for weighing things in a community.
…The mill might have been the first industry of a community. The miller and the
blacksmith are early ‘town fathers’. To build a mill you need a millwright and
a blacksmith, or you had to be all in one---millwright, blacksmith, carpenter.
…The mill may have been the best place in a community to find employment. Mills
generally employed area farmers and/or their sons. A blacksmith shop is hot in
the summer and if you grew up on a farm you already knew something about grain.
…You took grain to be ground at the mill and only then might the miller let you
go fishing in the mill pond, mill race, mill stream, ice skating, and
picnicking.
Mill
building design.
…In the 1850-1870’s
there were five water mill locations and one wind mill location operating in the
upper Volga River Valley with water and wooden waterwheels were used to turn the
buhrstones. At least three other water locations were attempted. Although each
mill used water to power their mills, the individual design for each mill had to
reflect the position of the waterwheel relative to the stones. If the
waterwheel's shaft was on the same level as the stones, there was no need to
transfer the energy via gears, pinions, belts and pulleys to an elevated level.
If, however, which was often the case, the waterwheel was positioned lower than
the mill building itself, or if the waterwheel was located in the lower level,
then the energy had to be transferred up to the level where the stones were
located. This was the case with the larger second generation mills at all of the
mill sites on the Volga.
….Usually the buhrstones were located on the entrance level of the mill solely
because the weight of the stones prohibited the miller from carrying them up
even one level. The stones could weigh a ton each and were hundreds of pounds
minimum. The normal configuration of a mill would be where the wheel was located
outside on the lowest level of the building or basement, and the stones would be
located on the first level of the building, the entrance level.
…If the mill was designed as a flour mill, there would be at least two
additional levels above the first floor. The flour mill would be filled with
elevators and shafts that traveled from hoppers to scrubbers back to hoppers to
elevators that accessed the stones.
…Once ground, the flour had to be carried or elevated to high levels so that it
could go through various sifting stages and sorted by different grade levels.
…Many old mill buildings were precariously built on the edge of a river with the
dam right at the mill sight. This was the case with the Lima and Albany mills.
Other mills are located at an elevated level above the river to avoid spring
floods.
…The mill site itself was often older then the more advanced second and third
generation mills to follow. Early pioneers were skilled in identifying a
successful location for mills.
…Initially, the pioneer millwright would build a temporary mill where he
would construct a sawmill. With the sawmill he would mill wood for the
gristmill and the miller's house, and other early rough cut buildings and homes
in the area. Once the gristmill was completed, the sawmill would often be
discarded because it was built for the short term. This was the case at the mill
sites in Westfield, Albany and Lima. The gristmill would be placed in the
optimal location relative to water-power and out of the yearly flood plain,
where possible. The old sawmill would sometimes be transferred to an exterior
shed on the side of the new grist mill or discarded. The gristmills that were
built in the early 1800's were small and only ground corn and wheat. By the
time the second generation mills were built on the Volga River, the milling
process had advanced far enough for better quality flour to be produced.
…Bolting or sifting flour in the mill was not accomplished until the population
increased to the point where it was economically feasible for the miller to
construct a multi-level building and invest in or making bolting equipment. Once
the surrounding farming community grew large enough to support a flour mill, the
second generation gristmill was renovated or dismantled and replaced with a new
third generation multi-level flour mill.
…The process of cleaning wheat, grinding wheat, and sifting flour created a
combustible dust. Although the millers would clean their equipment and
constantly remove the buildup of dust, explosions would often occur, and the
mill would burn to the ground. The dust would start to decompose and produce
enough heat where it would burst into flames. The old mill buildings were built
solely of dry wood and they would ignite, thus many old mills were destroyed by
fire. Multi-level flour mills that were built in the 1840's and 1850's often
burned within in the first decades of use, the rapidly rebuilt. This explains
why most of the old flourmills left today, were built in the 1880's and 1890's.
Many mills still burned in the late 1800's but the equipment that was installed
in the latter 19th century was more refined so when adequately maintained the
accumulation of flour dust was not as significant.
Mill location
…Mill location
is critical.
...The big mill wheel has to be located below the flow of water requiring a dam
to be built across the Volga. The mill house is usually set up just below the
dam. The pool of water above the dam was the mill pond. Water was directed
from the mill pond down a channel or wooden trough, the mill race, where it
directed over a water wheel. The flow and weight of the water turned the massive
wooden wheel. The shaft of the water wheel extended horizontally beyond the
wheel to a pulley or gear. From the pulleys flat leather belts or gears
connected the main shaft to several other shafts which in turn powered several
‘machines.’
…To shut down operation of the entire mill a gate could be shut to control the
flow of water through the mill race. The mill pond water would then just run
over a top gap in the mill dam. To disengage individual machines, the flat
belts are pushed onto freely rotating pulleys, so that the belts are no longer
powered by the main shaft, or gears were pulled out of position and disengaged.
...Mills were located not only on streams but anywhere there was sufficient
water flow to fill a mill pond or to directly push a water wheel. Most
water mills in Fayette functioned on fast flowing small stream like the Volga
and Turkey Rivers, but were also attempted on faster flowing creeks.
Mill dam at Lincoln's Historical Recreated Village at New Salem, ILL.

The Volga River dams were similar to the Lincoln
Village dam in that they were generally a front and back lattice of hewn and
round logs supported by vertical logs dug/driven downward to bedrock. Rocks and
other debris were than dumped by hand into the lattice work. Dirt and silt
would also 'bank-up on the front side of the same and during high water silt
would deposit on the back side thus helping to support the interior of the dam.

Volga river dams would not have this sawed type of
boards but in general were heavier rough or hand hewn heavy timbers. Some
still survive in the rive bed today if one know where and what to look for.
The Volga dams were generally several times wider and a bit taller than the
Lincoln Village dam, which is just used to show the basics of dam and mill
construction.

Below in center view is the grist mill structure of Lincoln's New Salem village mill. The sawmill part is the area at the left center of the picture. This would be an example of a first generation mill with very basic mechanics and construction. The very first mills at every water location on the Volga in Fayette County, were of this type. In fact the rough cut boards and split oak clapboard shingles were look very much like this actual mill.

Lima Mill Dam

The Lima Mill dam was/is located just upstream or
west of the old Lima bridge which is still intact as of 2003. The center
of the Lima mill dam is washed out, as well as the south side, however, the
north end as seed above is intact enough that one can get a few of its height
and width. The mill pond size and depth can also be visualized.

Above the north side of the Lima Mill dam. The
was in the indention area. Part of a beaver dam sits on the old mill race.
The mill dam was a stone and debris filled lattice of timbers and logs.
Dam fill stones can still be seen on the north side, as below.

Below, looking across the Volga River from the north side of the Lima Mill dam the remains of the old trail to the early mill ford below the dam and to the dam itself can be seen running along the middle of the picture. The south side of the dam is just to the right of the picture below.


The south side of the dam can be seen as greenish,
moss covered rocks in the middle left of the above picture. The relative
height of the water is indicated by the bank height on the right middle of the
picture. Below are the same moss covered limestone rock used in the dam
which shows the type material used to fill in the timber lattice of the old Lima
mill dam.



The Lima Mill structure would have been at the
indention on the right of the picture. The remnants of the north side of
the mill dam are in the middle with the mill pond on the left of the picture.
One can see water would have been backed up much of the time to the height of
the bank on the left. During ice-out and very heavy rains the mill yards
to the north, where the brush is today, would flood. The Lima Mill dam and
mill structure were under yearly 'attack' from high water and often in need of
repair.
Mills flood.
…Mills were generally constructed in flood plans and of course were powered by
the streams. They provided them with power or life and they also took it away.
Mills were affected by the streams, too much water and the mills could be
carried away or the dams washed out, and too little water and mills added an
alternative power source like a steam engine.
More general mill history.
…Before the Industrial Revolution and steam, mills traditionally derived their
power from wind, tidal and water, to turn wheels. Inside the mill, the rotating
main shaft turned the wooden gears which provided power to operate the grinding
machinery of the millstones.
…Until the beginning of the 1700's, the sifting of ground flour was often done
by hand. Either the baker or a separate milling facility, the boulting mill,
would do this task. A change came with the addition of boulting (sifting)
machines to mill operations. The gearing remained simple and not much extra
power was available for these new machines. Water wheels were crudely designed,
inefficient structures. To operate just a single pair of millstones might
require 3,000 to 5,000 gallons of water per minute, depending upon the diameter
of the millstones.
…Up to the late 1700's, most mills contained only the millstones and possibly a
sack hoist to lift the sacks of grain from level to level within the mill.
Typically eight to ten men and boys had to do all other tasks. With the process
improvements and mechanical inventions of American Oliver Evans, milling became
more automated. One or two men could produce three times the amount of grain and
at a better quality and consistency.
…Traditionally, the millwrights who built the mills learned from their fathers
or through the apprentice system. Written technical information was unknown and
one simply built what he had learned, adapting his knowledge to suit each mill
site. If a millwright learned his craft in Europe and was taught only to build
undershot water wheels, that is what he built when he came to America. So it was
not uncommon to find an undershot water wheel being powered by a 40 foot fall of
water. Not until much later did millwrights have available tables and studies
telling that an overshot water wheel would make more efficient use of the fall.
Little was known about the comparative efficiency of the various types of water
wheels until 1829 when the Franklin Institute made studies of various water
wheel types.
…Whether the milling operation was small or large, the process would be the
same. Most small mills had only one pair of millstones. Perhaps in rare cases a
mill might have two pairs of millstones. Because water wheels were simple and
not very efficient, to operate an additional pair of millstones, another water
wheel was usually required. The small mills with one pair of millstones often
did custom grinding, where the miller ground each batch of grain individually
for each person who brought it to the mill. In custom grinding generally the
method of payment was for the miller to collect a toll or portion of the grain
for his services.
…A skilled miller would
look at a prospective mill site and determine what type of waterwheel would
function best given the variables such as supply of water, rate of flow and
physical location of the mill.
...If
the water propelled the wheel too fast it would burn the stones and equipment in
the mill and eventually wreck the wheel. This happened once in a while when the
sluice gate broke and the flow of water to the penstock was not controlled. The
penstock is the area where the water is held immediately prior to the
waterwheel. When the waterwheel would spin out of control the entire mill would
start to shake and rattle. The stones would start to smoke, spinning so fast the
stone would scar and all of the machines that were connected to the shaft at the
time of accident would be at risk. The miller would immediately disengage the
gears so that the wheel could not propel the power shaft.
…In
a grist mill, grain was fed or dribbled through an opening in the center
of the top mill stone and ground by a crushing plus a scissor action, to grist
or flour between the stones. The grist flowed outward from the grooves cut in
the stones to be collected below the rim of the bottom stone. The final product
used as feed for farmyard animals or flour for cooking.
…If the miller wanted to produce a high quality flour style of product, the best
investment was a sifter. A sifter is designed for scalping, grading, bolting,
and finishing ground or rolled grain products or ‘stock.’ The greater the number
of reductions in the sifters, the larger degree to which the grist could be
sorted to various levels of ‘fineness’. Sifters were generally shaking frame
boards with cloth screens over the bottoms so that smaller particles fall
through sieve openings.
…Containers to store or ship the finished product would include wooden barrels
and kegs made by a local cooper, and later by cloth bags generally brought to
the mill from an outside source.
…Generally the wheat or grain had a certain level of contamination from foreign
dirt, smut spores, insect and rodent debris, etc. ‘Clean grain’ was always an
issue in the early mills.
…Saw mills were equipped with the many machines that cut and process wood
into all sorts of products. The early water mills used long single saw blade
(mule blades). The early water mills generally produced only rough cut timbers
and planks. Finished boards would come later or be produced by hand plaining.…Circular
saw blades generally showed up with the steam powered mills. Mill machines cut
long logs into shorter increments, or cut down a log so that several long, thin
boards are made. From these boards, a plaining machine can produce lumber by
plaining the boards to a desired width and at the same time make them smoother.
These boards could then be used by builders in putting up houses and barns.
There were basic power machines which could turn arms and legs for chairs, or
make broom handles. Earl’s Mill and Marvin’s Mill at
Albany
would both have furniture craftsman locate close to the mills and use the water
power to turn their woodworking machines. Other products of a typical early saw
mill were milk crates, butter tub covers, tools, and lumber for homes, barns,
stores and out-buildings.
Water wheel types.
…There are three types of vertical waterwheel mills described by the
type of water wheels they use.
…The undershot wheel is the most simplistic type were the water flows beneath
the wheel. The wheel paddles can be lowered into the flow of the river or simply
mounted above a man-built millrace. The undershot wheel does not make use of
the weight of falling water, but instead relies on the rapid natural flow
stream. The Volga River
was not fast enough for undershot wheels.
…The two other vertical mills are the breast shot and the overshot. Although
more complicated to build and operate they are more efficient, making use of the
forces of gravity or falling water. The flowing water strikes the upper part of
the wheel and flows over the wheel. In an overshot mill, the water falls over
the top of the wheel. In a breast shot mill, the water strikes high on the
backside of the wheel and moves over the top, and requires more initial rapid
flow of water. The
Volga
River mills
would all have overshot wheels.

This old Marion County, Missouri mill would have
been similar to the Lima mill. Stone foundation/basement which house the wheel
and gears, with two upper floors and an attic area constructed from rough cut
lumber and timbers. The wheel and sluice being typical of area mills.

The
efficiency of water wheels.
...Efficiency is the
production with the minimum of wasted effort. Factors that lower the efficiency
of a water wheel are: (1) Water not being properly directed into the buckets at
the proper point. Too much water missing and not filling the buckets. The
buckets being over filled for the rotation of the water wheel. (2) If water is
directed upon the water wheel not in the direction the water wheel rotates a
phenomenon will develop known as "shock" which will retard and in many cases
stop the water wheel from turning. (3) The balance of the water wheel from the
weight of water or ice, will greatly effect its ability to rotate properly. An
out of balance water wheel will not rotate properly. (4) Lubrication of bearing
surfaces and the condition of the bearing surfaces. Are they too tight or too
loose? And condition of the bearing surface or are they in desperate need of
lubrication. What type of bearing surface is there? The type of bearings effect
the efficiency of the water wheel and the turning parts. (5) Shafting and
alignment. Are the shafts, water wheel shaft, gears, and other shafts aligned?
(6) The condition of the gear teeth. Are they worn out, not worn it, mismatched?
(7) The belting, is it too loose? It is slipping or loose on the pulleys? (8)
The condition of the millstones, are they in need of being dressed? (9) Are the
millstones properly adjusted for the grind. Is the feed correct or too much or
too little? Is the distance between the millstones too great or too small? What
is the moisture content of the grain? Is it too great or too little? (10) The
bolting. Is the speed of the mill and the amount being produced by the
millstones the proper rate for the bolter is sift? Are the bolters screens
clogged because of too much moisture in the grain. Is too much good stock being
tailed out of the bolter that should not be?
…This relative efficiency of the various types of water wheels has long been a
matter of speculation and heated controversy. The efficiency depends upon the
head of the water available. The difference in the head water and that of the
water leaving the water wheel in the tail water. The greater the head of water
the larger the water wheel can be constructed. The more numerous the buckets can
be. The overshot and the pitch-back need the greatest head to be the most
efficient for the larger number of buckets to be filled at any given time. The
high breast shot was more efficient than the middle and low breast shot water
wheel. Finally the undershot was the least efficient. Water wheels were designed
and built by highly skilled millwrights and often they were only trained to
construct one type of water wheel because of the region that they learned their
trade. They sometimes came to believe in the high efficiency of their particular
type of water wheel they knew how to construct.
…The water that supplied the power to operate a water wheel could be
troublesome. Floods create a problem for dams and mill races. For the maximum
efficiency of the water wheel the tail race has to leave the area of the water
wheel as swiftly as possible. The tail race should be laid in the direction of
the stream with out any appreciable obstruction. The tail races were built like
the head races of the local material closer at hand. Sometimes they were purely
earthen and other times lined with wood or stone. Vegetation growth and down
falls were always a problem long with muskrats that burrow into earthen banks.
… Millstones take about 60 percent of the mill's available power to operate and
roller mills require about 40 percent. To calculate the needed horsepower to
operate a mill you need to add up the grinding surface of the mill and plug that
into a formula.
…The overshot water wheel, the most common in use, and the one used on the Volga
river, were 55% to 70%.
Overshot waterwheels.
...The mills on the
upper Volga would have been constructed with overshot waterwheels since the
river was medium sized, with a relatively constant medium fast flow.
...Generally 10-16 feet in height and 2 +/- feet wide, with the cross members
forming the ‘buckets’. The wooden troughs in the wheel are the buckets. When the
water fills the buckets, the water's weight moves the wheel. An overshot
waterwheel receives its water above the wheel. An overshot waterwheel is the
most efficient method of powering a mill when there is a limited amount of water
supply because the overshot produces the greatest amount of head for the water
to turn the wheel.
…Head is the force that the
water has when it drops vertically from the millrace onto the wheel to the
tailrace. The greater the distance is between the headrace and the tailrace, the
greater the head. The overshot waterwheel was used when there was a dependable
flow of water but when there wasn't a high rate of flow. The overshot waterwheel
maximized the amount of accessible water-power.
…The location of the mill determined whether a millrace was necessary. A
millrace, also known as a headrace, was the channel that directed water from the
stream to the waterwheel. The millrace was often quite long. The reason the race
would have to be so long was to build up the head of water so that the drop
would produce enough power to move the wheel. The millrace would begin upstream
and if the drop was significant over a short distance, it was not necessary to
have a long millrace. If the land was relatively flat, the miller had to dig a
millrace that was very long. Often there was not an easy way to transfer the
water from the millrace to the waterwheel and a wooden flume had to be built to
make the final connection.
…Once the water flows into the buckets and moves the wheel, the water is spent
and must then be channeled back to the stream. The channel that it flows back to
the stream in is called a tailrace. Usually the tailrace is not very long and
took the shortest route back to the stream.
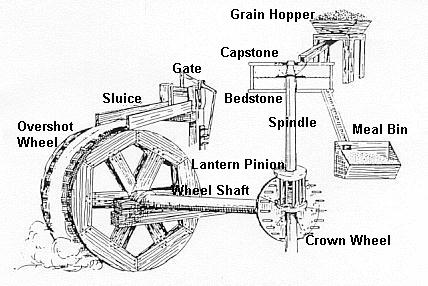
Transferring power from the water
wheel to the millstone.
...Generally
the heavy timber shaft supporting the water wheel was not one same level as the
mill stones so the spinning energy had to be transferred up at least one level.
The waterwheel has a shaft that extended from the center of the wheel out to
another wheel that has numerous teeth, a wooden gear system. The wheel with the
teeth is called a crown wheel. This crown wheel turns and the teeth mesh
with a cylinder that has round gears in it. This cylinder is called a lantern
pinion. It is turned by the teeth in the crown wheel and transfers the
energy up through a power train that is comprised of additional wooden gears,
shafts, pulleys and leather belts. The diameter of the lantern pinion was as an
example, only one-fourth the diameter of the crown wheel. Subsequently, the
lantern pinion moved four times faster. Through transferring energy from larger
to smaller gears, the millstones might, turned over 100 times each minute.
Consequently, when the waterwheel would make one revolution each minute, the
millstones would spin100 times during that same minute.

Building a mill
...Each
mill was different from any other mill. When the miller identified a location
for his mill, he had to take into account the location of the stream relative to
the prospective mill site. The miller had to design the millrace and how it
would connect with the waterwheel. He had to account for the geology and terrain
of the immediate area. The miller has to assess the distance and fall of the
stream so that the head of water would be sufficient to turn the waterwheel. The
design of each mill was dictated by the accessibility of water-power.
…Each mill was built of different materials. If stone was available and if there
was someone who had the masonry skills to build the mills with stone, it was
done. However, stone mills were an expensive method. Most often, the miller,
the one who owned and operated the mill, was the person who constructed the
mill. Consequently, the mill's construction represented the miller and he would
take great pride when designing and building the mill. Whatever skills the
miller possessed, whether it be masonry, crafting huge logs into hand-hewn
timbers for trusses in the mills, or creating ornate trimming, housed his
business for many decades.

The Lima mill foundation was built of native
limestone blocks hand cut from a quarry to the south of the river and would have
looked much like the above limestone used to built a trail culvert just to the
north of the old mill site, still visible in 2000+.
…There were no rules on how to build a mill. Being a miller was a trade. Young
boys and men would apprentice to a miller for as many as 10 years before they
would learn all of the skills necessary to function as a miller. He would not
only have to know how to build the physical mill building itself, but he would
have to know how to build and maintain all of the machinery that would fill the
structure. As there were no rules on how to build a mill, there were also no
"official rules" on how to construct the machinery within the mill.
…There were some constants that each miller had to anticipate. The miller had
to know how to find and identify a site that would be acceptable to powering a
mill. The miller had to be able to construct a sound building that would be
able to access the harnessed water-power. The miller had to be mechanically
inclined and a very skilled person. He had to intuitively understand mechanical
geometry, tooling, and be gifted with an instinct so that just by listening to
his mill operate he could tell if any of the gears, pulleys, or shafts was
malfunctioning. A talented, skilled professional, the miller would design his
mill to meet the demand of the community to accommodate their needs for grinding
and storing their grain. He would have to design his mill for the site
requirements (water-power, floods, and access). And finally he would design his
mill to reflect him personally and it was this variable that makes each mill
singularly unique.
Lima mill pond viewed
from the old iron bridge.
The mill dam remnants can be seen on the
right (north) side of the Volga River bank jutting out into the river. The
mill would have been sitting on a stone foundation at the indention covered with
ice at the right side of the picture, about a third of the way up.
There is a beaver dam across the river that would have been just downriver from
the mill. The old mill raceway is at the lower right hand corner.
The old village of Lima was half a mile to the north or right of the picture.

Millponds in general:
…Millponds were created by damming
up a stream. Dams on the Volga were generally a lattice or a crib of timbers
filled with limestone slabs from the adjoining hills, glacial rocks from the
stream beds plus soil debris. Once the dam was constructed, the back of the dam
would often be filled with brush or rubble and silt would eventually fill in the
back of the dam giving it support and securing the dam's construction. When the
dam would become eroded and a break would occur, the miller would lose business
until the dam could be restored. When the dam broke it generally was a serious
situation financially for the miller and a hardship for the community. Volga
River dams would be breached during extreme floods and also at ice-out in the
spring.
…Behind the dam the waters could rise and often flood acres of land immediate
upstream. In the early pioneer days, farmers were grateful for the presence of
the mill to grind their grains and didn't complain too much when the rising
water consumed some of their land. Town governments usually favored the mill
because the community's need for the flour mill and grist mill far exceeded
flooding and other land use issues. Water rights became an important issue to
owners of mills and to the prospective buyers of established mills.
…The water pool that formed above the dam is called the millpond. It is
this supply of water that allows the mill to continue functioning during periods
of low rainfall. The millponds of the upper Volga generally ran about a quarter
to half or more mile upstream to the next riffle or beyond and were 2+ times
wider than the normal pool width, with a water height of 6-10 feet. The upper
Volga in the un-glaciated hills is a series of riffles and pools.
…A millrace is dug channeling the water from the millpond to the waterwheel. If
a millrace is not acceptable, a wooden water flume is constructed to carry the
water over valleys or areas where the height of the land is not able to sustain
the head of water necessary to power the waterwheel. On the Volga, generally a
short millrace could be constructed right at the dam.
…Headgates were constructed where the water from the pond enters into the
millrace. These gates are opened and closed according to the demand of water
needed by the miller. Often there are gates built in the millrace just before
the water spills onto the waterwheel. These gates are also called sluice gates
and this area is often referred to as the penstock. In the penstock area it is
possible for the miller to divert the water from the flowing millrace past the
waterwheel back to the stream. The miller redirects the water flow with gates in
the penstock and the water simply enters the tailrace without passing over or
under the waterwheel. The gates in the penstock are used by the miller when he
does not need the water supply because he does not have any grain to process and
he does not want to run up and close the head-gates at the millpond only to have
to go back and open them when the water supply is needed.
…Millponds in general were pleasant places and often used for fishing, swimming,
skating, etc.

Top: The Lima mill pond as seen from the north side
remnants of the old mill dam.
Bottom: The Lima mill pond as seen from south side bank of the old mill
dam.
Note the bank height as that gives a feeling of the mill pond depth when
'filled.'

Lima Mill Stone
The bottom stationary buhr sits under a conifer tree
at the front church entrance to the Lima Cemetery.
The Lima mill was equipped with a special stone burr
and bolter to separate the flour from the bran or hulls of the wheat. The top
burr is/was in West Union at Paul Oelberg's old home and the bottom burr
is at the Lima Cemetery, put there by Russell Dickinson (deceased Dec/2002).

Millstones, some history.
…The first millstones
used in the United States were generally from the granite quarries in France and
used in the first windmills and gristmills on the eastern seaboard. Immigrant
millers brought the stones with them from Europe. These stones were often from
France and that is where the term French buhr came from. It was a granite quarry
in La Ferte-sous-Fauarre in France that the finest millstones were quarried as
the granite was extremely hard and was whitish in color. During the late 1700's
and the early 1800's the French buhr stones were imported to the United States
from France, carried in ships holds as ballast. The French quarries were
depleted by the middle 1800's, the good stones became more rare, more
expensive. Millers were jack of all trades, blacksmithing being one. They
learned to hew and shape broken stones into wedges and other shapes to form a
circular stone and then band the pieces tightly with an iron band. Once this
banding method became known in France, the quarry started shipping just the
fragments over in the ships as ship ballast since there had been large
quantities of granite fragments initially discarded. These fragments and the
banding method allowed millers who could not afford the true French buhrs the
ability to buy stones that still offered the superior quality of the granite
from France. Millers would often ox cart stones for hundreds of miles to their
mill. As the land to the west of the eastern timber started to be settled in
the 1800’s there was a high demand for millstones and a number of quarries
opened in Pennsylvania and a few in Ohio
…Millstones made of granite were the superior stone to mill wheat and corn and
the only kind of stone that should have been used for the milling of grains for
human consumption. Sandstone or hard limestone millstones in theory were used to
grind grains for animal feed. The sandstone could not be used for human
consumption because during the grinding process the sandstone would disintegrate
and be ground into the grain. Because the sandstone stones were ground away
during the process, there are few examples of these old millstones left today.|
…Since milling was a craft that was learned through the apprenticeship method,
the millers and the millwrights guarded their knowledge and secrets. Often when
a farmer brought his grain to the mill, he would never see the mill operating.
The miller, upon seeing someone coming, would turn off the mill and ask the
person to leave their grain and come back later to pick up the ground flour. A
dishonest miller could easily steal a portion of the ground grain, sometimes
replacing the loss with sawdust. So hundreds of years ago people got away from
brown flour. Because it was more expensive to adulterate white flour than to
adulterate brown flour, customers requested white flour to make it less likely
that the miller would cheat them.
…In Europe millers had been looked upon with great suspicion and distrust.
Millers were considered so dishonest that harsh laws were passed to regulate
them. They were forbidden to own mills. The miller's tolls were set by law.
Millers could not form guilds or determine what they would grind, nor could they
sell their products in open air markets like their compeers the bakers. The
millers were forced to rent their mills from the Lord of the land. If the Lord
thought the peasants were not paying him his just due, he would make the miller
steal from the peasants.
…In American things were different, free of the restraints imposed by European
feudalism. The farmers were free to go to whatever mill they wished. The word of
a dishonest miller would spread and soon he would lose all of his business.
Commercial milling operations were still few and they were simply larger sized
carbon copies of smaller mills. Early mills relied upon the miller and his
helpers to hoist sacks of grain and move ground flour within the mill. The
milling process was very labor intensive. The majority of mills did not have a
means of cleaning grain. The farmer brought his grain to the mill and the
mixture of grain, dirt, seeds, chaff and filth were all together. The miller
simply sifted out the flour after it was ground, sifting the brown from the
white, and hopefully with the brown parts of the wheat also went the brown dirt.





The Lima mill would have been grinding grist and
producing a finer, white level flour with a standard custom mill set up as
depicted in the diagram. The picture from a 'reconditioned' mill shows
grain being emptied by hand into he hopper, with the product coming out into a
trough. This give one a little 'feel' for what was actually going on
inside the mill.
Basic concepts of a more advanced
second generation flour mill
…The grain is cleaned
by shaking it over a screen that is only large enough to let the kernels pass
through. The next step was to scrub the grain or wheat. The wheat is transferred
by hand or elevators into a smut machine that scrubs off the fuzzy exterior of
the grain. The remaining dust and dirt is removed from the wheat in a winnowing
machine that pulls out the waste residue. Once the wheat is cleaned, it
is stored in a hopper until the miller is ready to grind it.
…When the miller is ready to grind the wheat it is transferred to the millstones
via a series of elevators and shafts. Once the wheat is run through the
stones the powdered flour is lifted to upper floors where it is sifted through
bolting cloths often made of silk. Flour that is bolted or sifted through the
finest silk cloths was the best quality produced. Before sifters were available
in mills, pioneers would take the flour immediately after it had been ground and
sift it at home. It was necessary to sift the flour in order to remove the bran
for better cooking, however many of the early pioneers simply used coarse ground
meal.
…If a mill was to solely grind corn for cornmeal then there was no need to have
more than one level in the mill. If, however, the mill was to be a multi-purpose
mill, which most mills were, then it was necessary for the mill to have at least
three levels. Cleaning, scrubbing, storing grain, grinding, sifting and storing
the bagged/barreled flour required a multi-level complex to accomplish the
various stages of processing wheat into flour. Each mill would be built
according the millers abilities and resources, and of course the demands of the
location. Storage was a major consideration. If the farmers needed the mill to
hold large quantities of grain, the miller may have to accommodate that demand
by building storage bins and hoppers. For the pioneer mills on the Volga, the
farmers simply removed the product to their farms for storage, while the miller
might retain his share within the mill site. Most millers also were farmers and
maintained significant live stock for the times.
Mill Terminology
…The bedstone, the fixed,
immovable bottom stone. The capstone turns on top of the immobile
bedstone.
…Belts, usually made of leather, the belts are attached to drive shafts
and transfer energy from its source to the other milling equipment.
...Bolting,
is a process used to sift flour
through a silk screen, or other cloth types.
...Buhrstone,
has its origin from the French-buhrstone. Buhr or burr is used to refer to a
millstone.
...Capstone,
the top stone that turns on the immobile bedstone.
...Carding mill,
is a mill used to comb the fibers of wool to make them straight and create
woolen batting with can then be spun into yarn and woven or knitted into
clothing.
...Dam,
is a wooden and stone structure used to divert the supply of water for the
mill's power and to store the water for use in the future.
...Elevator,
a series of cups on a belt inside a shaft that carries the grain around the mill
before, during and after it is processed. The cups were wooden, the belts
leather. Hemp rope was also used when available.
...Flume,
is an artificial channel built out of wood, stone or earth that carries the
water to the mill either from a stream or pond, directly to the water wheel.
...French buhrstone,
a high quality white granite was quarried in La Ferte-sous-Fauarre, France, in
the late 1700's and early 1800's. When the quarry became depleted, chunks of the
stone were banded together to make a millstone. These high quality stones were
known as the French buhr.
...Gristmill
a mill that grinds grain into meal.
...Head of water,
the distance the water falls, just before it hits the wheel, to the channel
where it returns to the stream.
...Head gate,
a gate that is located at the dam that controls the quantity of water to enter
the millrace.
...Log dam,
a dam constructed out of logs that was built in a crib fashion which allows
debris to be caught in the openings which solidified the structure.
...Mill pick,
a tool used to dress and shape millstones.
...Millpond,
is the water storage area in an existing stream that has swollen due to the
construction of a dam or a pond built specifically to hold a water supply for
the mill. There can be a channel built from the stream to the pond and another
channel built from the pond to the mill. The quantity of water is controlled by
wooden gates at the head of each channel.
...Millwright
a miller who can run all
phases of a mill and can maintain all the mill's machinery. Millwright built
mills.
...Overshot waterwheel
was the most popular waterwheel design because it can be used when there is a
limited supply of water. The water is directed at the top of the wheel which
takes advantage of all the head or height of water, or power available.
...Penstock
is a place or channel where the water is held before it is released onto the
waterwheel.
...Planing mill
is a woodworking mill where planks of wood are made smooth.
...Raceway
a channel dug into the ground to carry water to or from the mill.
...Sawmill
is a mill where logs are cut into beams and boards. There are two kinds. One is
a circular saw and the other is an up-and-down saw. Water mills generally has
straight blades, with steam power bringing in circular blades.
...Shaft
is the wooden connector or timber between the waterwheel and gears that change
the direction of the energy.
...Sluice
is any channel that carries water
to the mill, thus the mill race.
...Sluice gate or race
gate is the gate that
controls the amount of water that enters the sluice, or mill race.|
...Steam engine
an invention used in the late 1800's and early 1900's that used steam to channel
power to the drive shaft to turn the stones.
...Steam-power
was utilized as an alternative
power source in the late 1800's and early 1900's to supplement the water supply
when there was no head or when the mill had no water supply.
...Tailrace
the channel that carries the spent water from the mill back to the stream.
...Waterwheel
is a circular wooden wheel whose face has paddles protruding in such a manner as
to act as troughs to hold the water. The weight of the water in the troughs make
the wheel turn.
...Wheel pits
utilized in some mills were
designed such that the wheel had to be built into the ground. The hole dug for
the wheel was called the wheel pit and was generally encased in stone.
...Windmill millstones
that were powered by the wind. A large mast set on top of a cone shaped roof and
was covered with sails. The wind catches the sails and spins the mast which is
attached to a shaft that is geared to another shaft that turns the millstones.
...Woolen mill
a mill that processed wool.
The Volga River towns of Lightville (Lima), (West) Albany, Westfield (Fayette) in Westfield Township, Fayette County, Iowa, were a direct result of the first mills located at these sites in 1849-1851, just as the land was completely "taken" from the native American's and opened to the 'white tide.'
Lima Mill Photo Album on Sony ImageStation
[] Fayette
History Index [] IowaZ Sitemap []
Send Email: iowaz@swbell.net
or iowaz@hotmail.com (always
works)



UIU Homepage
Go Peacocks!
USE STATEMENT: All scenery graphics,
layout, and context throughout IowaZ web pages are the copyright of the Webmaster unless
otherwise credited for other than personal or educational institution use is prohibited.
Pictures were taken
with a Sony Mavica FD91.
Any reproduction of this site
or it's contents requires express written
consent.
All of my direct surnames were
very early pioneers into Fayette Co, generally in the mid 1850's. Growing
up in Fayette and trekking the hills, prairies, streams throughout the county
when the small villages and farms were so active and functional before the
1960's, the now lost history and memories of the pioneer generations and
lifestyles from 1840-1960 continue to hold my interests.
Barry Zbornik
625 N. Section
Hannibal, MO 63401

IowaZ email




