
| Initial Pinion Gear Installation UPDATED! |
||||||||||||||||||||||||||||||||||
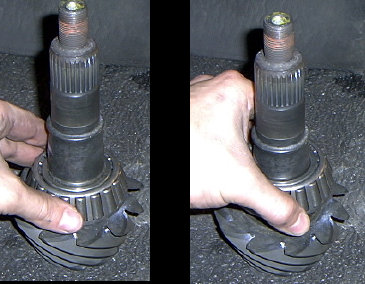
| I believe that a good practice if you are using a new pinion bearing is to use the old pinion bearing during the initial installation (which is used only to check the pinion depth and wear pattern without the crush sleeve.) You can use either a file or a grinding stone and die grinder to widen the opening in the center of the old pinion bearing so that it may slide up and down on the pinion gear very easily. Doing this will allow you to reshim the pinion and recheck wear patterns easily, versus having to press on and off the bearing with each attempt at getting the wear patten correct. Then, once the desired wear pattern is achieved, you can press the new bearing into place following the instructions below and proceed to "Final Installations." | ||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||
| Grinding out the inside of the old pinion bearing so it will slide up and down on the pinion gear. This allows you to go between pinion shims when setting the proper pinion depth without having to press on and off the new bearing. ONE NOTE: It is probably a good idea for you to measure the thickness of the new pinion bearing versus the old pinion bearing just to make sure they are the same thickness and will allow the pinion depth to be consistent during both the initial installatiion and final installation. | ||||||||||||||||||||||||||||||||||
| Bearing Installation: (ignore if you have decided to use the idea above) | ||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||
| Two holes drilled through my workbench. | ||||||||||||||||||||||||||||||||||
| My setup for installing the new pinion bearing. Notice first that the bearing separator is upside down. Next notice the large screwdrivers placed through the holes in the bearing separator and down through the holes in the workbench. This allowed me to apply torque to the center bolt, which drew the pinion bearing all the way up tight against the pinion head. | ||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||
| In the picture to the left notice first the large screwdriver placed through the pinion yoke so that as the pinion nut is turned counter-clockwise it catches on the housing and holds the pinion stationary. With the breaker bar SLOWLY tighten the pinion nut until there is no play left in the pinion gear. | ||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||
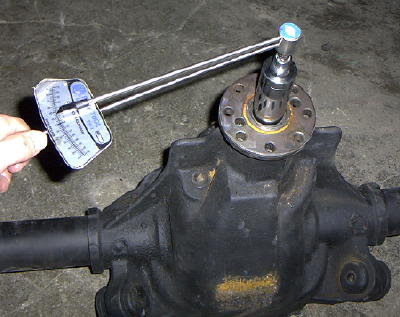
| Using the 1/4" torque wrench to read bearing preload. It is not very noticeable from the picture but the in./lb. torque wrench is 1/4" drive and the pinion nut commands using a socket which is 1 1/16". This socket is 1/2" drive. I needed two adaptors: one to go from 1/4" to 3/8" and the second to go from 3/8" to 1/2". | ||||||||||||||||||||||||||||||||||
| If you are using a depth set up tool now is the time to
measure your pinion depth. If you are using the Pro Form tool, the only measurement that
you'll need to take is the pinion depth measurement as the bearing bore, pinion head
thickness with shim, and the offset will not change from the first measurement. Using the
Pro Form tool the same way as described earlier, I took a measurement which was
2.530" for a total pinion depth of 4.428". Remember that the spec. from Ford is
4.420", so my pinion was too deep in the housing by .008. Jumping ahead of
myself a little bit so that I may illustrate the point to you, with the current set-up I
used gear marking compound and ended up with a wear pattern that was up and away from the
center of the ring gear. End result was that I used the factory shim (.030") and the .010 shim that came with my Ratech rebuild kit. |
||||||||||||||||||||||||||||||||||
| Back to Contents | ||||||||||||||||||||||||||||||||||
| Carrier Installation and Setting Backlash | ||||||||||||||||||||||||||||||||||
