Hot Rotor Case, Lubrication & Energetic FluidsJuly 9, 2001 This is the seventh and final regular article on how to build a Tesla turbine from discarded engine cases. After covering this month's topics of the hot-rotor case, lubrication and energetic fluids, you will have a working knowledge of applying boundary-layer turbine principles to any kind of motive power application. Hot Rotor Case |
|
|
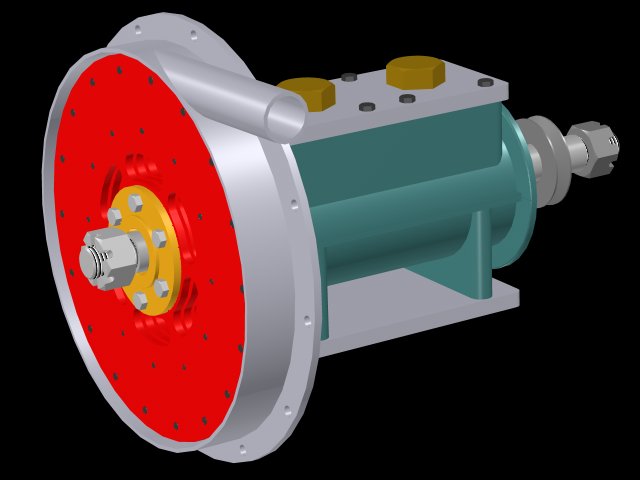
In Figure A we see the completely assembled turbine just prior to fitting the hot rotor case components. |
|
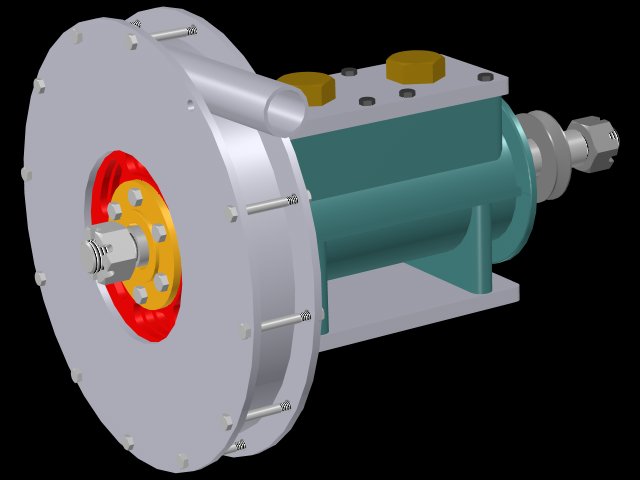
| Figure B shows the hot rotor case back plate attached to an upper and lower plate, which are in turn bolted to the bearing case. The upper plate is locked down using the pre-existing cylinder tie-down bolts, while the bottom plate is secured using the engine mounting bolts. |

|
|
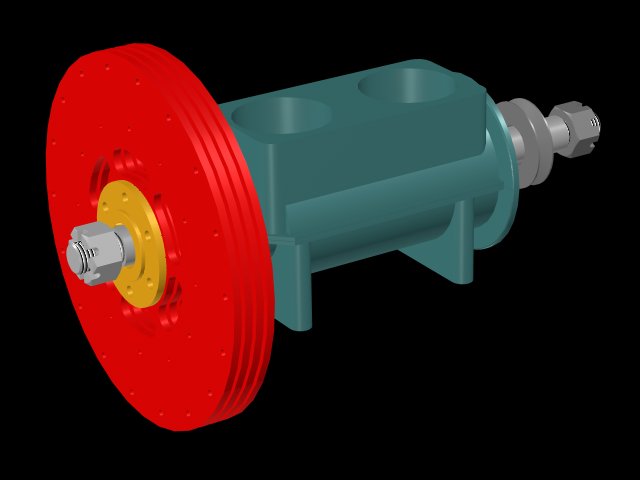
Spacing between the hot rotor case and the adjacent rotor pack is not critical for efficient engine operation. A clearance of approximately 0.125 inch is about right -- just make sure your shaft assembly has little or no end-play or else the disk pack will contact the housing!
The nozzle is simply a square or round channel welded to the case ring and positioned tangentially to the outer edge of the disk pack. Depending on the gas/fluid used, nozzle inserts of various diameters are secured inside the channel to obtain the highest fluid velocity. Efficiency increases as the square of the fluid velocity, so the faster you move the fluid, the more efficient the engine. Generally speaking, a convergent-divergent nozzle insert will yield the highest fluid velocities. Also, an important design tip to keep in mind: the width of the nozzle should never be wider than the disk pack -- this will ensure that gases will not escape past the end disks.
LubricationSince the life of the turbine is in its bearings, special care must be taken in providing adequate lubrication for the speeds involved. The best ways of becoming familiar with bearing lubrication methods are to either download the information directly from NTN or Timken, etc. online, or order their bearing manuals. NTN's excellent manual -- catalog #2200II/E -- provides all of the know-how for lubricating their bearings for long life in the speed ranges we address. For very short test runs you can simply fill the case to the middle of the lower rolling elements -- using a high quality turbine/lathe oil. Mobil provides an excellent DTE 24 series oil which will work in place of turbine oil, and is relatively low cost -- about $10 to $12 per gallon. For extended engine use, use a lubrication method as described in the NTN manual -- splash, drip, circulation, spray, and jet, with jet methods allowing up to three times the rated bearing speed. Energetic FluidsTo power your turbine you may use a number of fluids including compressed air, steam, hot gas, or a combination of all three. In fact, for certain applications such as torque converters and transmissions you can use heavier fluids such as water and oil. The application of Tesla's turbine to any power situation is only limited by the imagination! ConclusionWell, that about wraps it up for this series of articles. As some of you get your engines built and running I'm sure you'll have minor problems that need resolving. Drop us an email for help and we'll see what we can do. Coming up in future articles... feedback from a turbine enthusiast who built his own pulse combustion Tesla engine! Let us know how your project turns out!
|
|
Questions? Comments?
prieli@up.net
Last updated: 04/17/02 02:28 PM