

 |
|
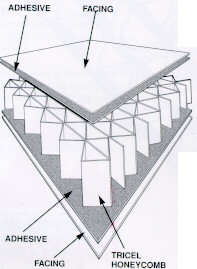
A structural sandwich is a special form of a laminated composite comprising a combination of different materials that are bonded to each other so as to utilize the properties of each separate component to the structural advantage of the whole assembly. Typically a sandwich composite consists of three main parts; two thin, stiff and strong faces separated by a thick, light and weaker core. The faces are adhesively bonded to the core to obtain a load transfer between the components.
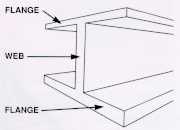
The design principle of a sandwich composite is based on an I-beam, which is an efficient structural shape because as much as possible of the material is placed in the flanges situated farthest from the center of bending or neutral axis. Only enough material is left in the connecting web to make the flanges act in concert and to resist shear and buckling loads. In a sandwich, the faces take the place of the flanges and the core takes the place of the web. The difference is that the core of a sandwich is of a different material from the faces and it is spread out as a continuous support for the faces rather than concentrated in narrow web. The faces act together to form an efficient stress couple or resisting moment counteracting the external bending moment. The core resists shear and stabilize the faces against buckling or wrinkling. The bond between the faces and the core must be strong enough to resist the shear and tensile stresses set up between them. The adhesive that bonds the faces to the core is of critical importance. |
The primary advantage of a sandwich composite is very high stiffness-to-weight and high bending strength-to-weight ratio. The sandwich enhances the flexural rigidity of the structure without adding substantial weight. Sandwich structures have in several applications shown to have fatigue strength, acoustical insulation and additional thermal insulation. The absorption of mechanical energy can in some deformation modes be multiplied compared with monocoque structures due to an imposed shorter modes of buckling waves. The use of cellular cores obviates the need to provide additional thermal insulation, ensuring low structural weight, since most cellular cores have a low thermal conductivity.
GRP terrain vehicles use sandwich in parts of the structure to obtain higher stiffness and strength and integrated thermal insulation. Low structural weight is a feature of the vehicle in order to be able to operate in deep snow conditions. By reducing the structural structure, the pay-load can be increased. A similar application to the truck structure is the sandwich container which possess low weight with high thermal insulation for the transportation of cold goods, e.g. fruit or other types of food. Sandwich structures are also used for transportation applications, including cars, subway cars and trains with an aim of reducing weight, emissions, and to integrate details for reduced manufacturing costs, acoustical and thermal insulation. Sandwich design is also included in flooring, interior and exterior panels.

There is a variety of pleasure boats and ships made in sandwich design. In pleasure boats, decks and hull are commonly made in a sandwich design. Even larger ships utilize GRP sandwich design to combine high energy absorption capability and low structural weight. In civil engineering applications, sandwich panels have been used for a long time in low weight and thermal insulation.
In aerospace, sandwich construction has been used for a long time and applications include wings, doors, control surfaces, radomes, tailplanes, stabilizers, space structures, antennas and solar panels for both military and civil aircraft.
 High stiffness giving high flexural rigidity High tensile and compressive strength Impact Resistance Surface finish Environmental resistance Wear resistance
High stiffness giving high flexural rigidity High tensile and compressive strength Impact Resistance Surface finish Environmental resistance Wear resistanceThe commonly used face materials can be divided into two main groups: metallic and non-metallic materials. The former group contains steel, stainless steel and aluminum alloys. There is a vast variety of alloys with different strength properties whereas the stiffness variation is very limited. The larger of the two groups in the latter; including materials such as plywood, cement, veneer, reinforced plastic and fibre composites.
Cores
The cores used in load carrying sandwich constructions can be divided into four main groups; corrugated, honeycomb, balsa wood and foams. First of all the core should possess low density in order to add as little as possible to the total weight of the sandwich construction. The core is mainly subjected to shear and the core shear strains produce global deformations and core shear stresses. Thus, a core must be chosen that won't fail under the applied transverse load and which a shear modulus high enough to give the required shear stiffness. The critical wrinkling load depends both on the Young's modulus and shear modulus of the core. Other functions of the sandwich such as thermal and acoustical insulation depends mainly in the core material and its thickness. The properties of primary interest for the core are density, shear modulus, shear strength, stiffness perpendicular to the faces, thermal and acoustical insulation.
The most commonly used honeycombs are made of aluminum or impregnated glass or aramid fibre mats, such as Nomex. Due to the manufacturing methods involved most honeycombs have not only different out-of-plane properties but also in-plane properties are different from each other. This is easily seen as both the corrugation and the expansion process produces double cell wall in one direction and single walls in the other. Over-expanded cells also create additional anisotropy. There are three principal directions to which material properties of most honeycombs are referred; the width (W), the length (L), and the transverse (T) directions. Honeycombs have excellent properties, very high stiffness perpendicular to the faces and the highest shear stiffness and strength-two-weight ratios of all available core materials. The main drawbacks are high cost and difficult handling during layup of sandwich element and that they may not be used with wet lay-up manufacturing.
Cellular foams
The relatively recent development of high density and high quality cellular foams has had a major impact on the use of the sandwich concept. Cellular foams do not offer the same high stiffness and strength-to-weight ratios as honeycombs. Firstly cellular foams are in general less expensive than honeycombs but more importantly, they are a solid on a macroscopic level making the manufacturing of sandwich elements much easier; the foam surface is easy to bond to, surface preparation and shaping is simple and connections of core blocks are easily performed by adhesive bonding. In addition, the foam offers high thermal insulation, acoustical damping, and the closed cell structure of most foams ensures that the structure will become buoyant and thus water penetration is of little problem. Variety of foams are used:
Polyurethane Foam
The urethane polymer is formed through the reaction between isocyanate and polyol, and tri-chlor-flour-methane or carbondioxide which is used as a blowing agent and is vaporized by the heat released by the exothermic reaction. PUR foams are produced in many variations from soft foam with more or less open cells to rigid types with predominantly closed cells and in densities of 30 to 500 kg/m3.
Polystyrene Foam
This is produced either by expansion or by extrusion in closed molds. In both cases, the plastic is mixed with the blowing agent which then expands at elevated temperature. A major obstacle was that CFC was used as a blowing agent, but recently PS foams have been expanded without use of environmentally dangerous CFC-gases. PS has closed cells and is available in densities of 15 to 300 kg/m3. PS foam has quite good mechanical and thermal insulation properties, and it is cheap. A drawback is its sensitivity to solvents, particularly styrene, and hence ester-based matrices cannot be used as adhesives but rather epoxy or polyurethane.
Polyvinylchloride Foam (PVC)
PVC exists in two different forms, one purely thermoplastic also called linear PVC foam, and one cross-linked iso-cyanate modified type. The linear PVC has high ductility, quite good mechanical properties but softens at elevated temperature. The cross-linked PVC is more rigid, has higher strength and stiffness, is less heat sensitive, but more brittle. Still, even the cross-linked PVC has an ultimate elongation of about 10% in tension which is much higher than the PUR foam. PVC foam is available in finite size blocks of densities from 30 to 400 kg/m3.
Polymethacrylimide Foam (PMI)
Acrylimide cellular plastics are made from expanded imide modified polycryates. The mechanical properties are very good, perhaps the best of all commercially available cellular foam. PMI is fairly brittle with an ultimate elongation of approximately 3& in tension. The main advantage is the temperature resistance making it possible to use PMI foam in conjunction with epoxy prepregs in autoclave manufacturing in up to 180 degree environment. The cell structure is very fine with closed cells and the density ranges from 30 to 300 kg/m3. The thermal conductivity varies with temperature. For the PMI foam it varies from approximately 0.015 W/m0C at -160 degree C to +140 degree C for the PVC foam.
Adhesives and their Properties
There exists a variety of adhesives for special purpose bonding. The adhesive has to provide mechanical requirements of the structure of providing a good bond between the materials components in the environment that the structure is to work, and considerations like fatigue, heat resistance, strength, aging and creep are of primary interest. The various adhesives that are used are:
Epoxy Resins
These are low temperature curing resins, normally between 20 to 90 degree C, but some formulations are made for high temperature curing (130 to 220 degree C). They have the advantage of being used without solvents and curing without creating volatile by-products and have thus a low volume shrinkage. The absence of solvents makes epoxies usable with almost every type of core material. Epoxy is available as paste, films, powder, or as solid adhesives. The typical shear strength of epoxy is about 20-25 MPa.
Modified Epoxies
Toughened epoxies are similar as common epoxies but mixed with synthetic rubber, like polysulfide elastomers, which greatly improve the peel resistance. The greater the portion of elastomers, the greater the ductility but the creep tendencies increase correspondingly as well and the heat resistance decreases. Other modifications are the inclusion of Nylon to improve filleting and control flow.
Phenolics
Phenolic adhesives have an excellent strength, high temperature mechanical properties and durability. The main drawbacks are that they give off some water when curing making venting essential. The viscosity is also quite high and adhesive films must thus be used. These characteristics have limited the use of phenolics to mainly the process of making honeycombs, where venting is no obstacle and a high temperature bond is required. The out-gassing makes phenolics unsuitable for use in bonding sandwich constructions, apart from applications where venting is possible.
Polyurethanes
PUR adhesives are probably the most widely used for bonding sandwich elements. This is since they provide excellent adhesion to most materials. They can be used as past or liquid in a wide range of viscosities, may have long or short cure times and can be made fire-retardant and water resistant. PUR adhesives contain virtually no solvents and are thus environmentally friendly and the least toxic of all the resins.
Urethane Acrylates
Urethane acrylate is a resin which is compatible with polyesters and vinylesters. In fact, acrylates are so compatible, that they can be incorporated, in e.g. a wet polyester laminate. Urethane acrylates are very tough, and exhibit almost no curing volume shrinkage. A way to increase the face-to-core bond in foam core GRP sandwich-structures is to use urethane acrylate resin for the first reinforcing layer, that is closes to the core. The rest of the laminate can then be laminated wet, using for example polyester resin on top of acrylate layer and still provide a perfect interlaminar bond.
Polyester and Vinylester Resins
Polyersters and vinylesters are the most commonly used matrix materials for reinforced plastic composites outside the aerospace industry. Prefabricated laminates can be bonded to e.g. foam or balsa cores using the same resin as in the laminate. usually, the laminate is built-in directly onto the core and hence the first layer of the laminate is laid wet onto the core and bonds directly to it. It is essential in this procedure to fill all surface cells otherwise leaving dry areas on the bond line. A problem with these resins are their curing volume shrinkage creating sometimes very high interface shear stress. A way of decreasing the effect of shrinkage is to prime the core surface by applying a thin layer of resin to which only fills the surface cells, and which is allowed to cure before the rest of the laminate is applied.
Manufacturing of Sandwich Composites
Vacuum Bagging & Autoclave Molding
Popular as wet lay-up is, it is at best limited to moderately loaded structures due to the materials used, the cross-linking conditions employed, and the manner in which the impregnation is accomplished. Both single-skin laminates and sandwich structures for more advanced structures, e.g. for competition yachts and in aerospace applications, tend to be laid up using prepregs. The use of prepregs ensures that the reinforcement is well impregnated and resins used in prepregs also tend to have better properties than the ones available for wet lay-up.
Manfuacturing of sandwich components with faces made from prepregs may be accomplished in two overall manners. Under certain conditions, the laminate may be laid directly onto the core in a fashion similar to that used in wet hand lay-up. Alternatively, previous manufactured single-skin laminates may be adhesively bonded to the core in a separate process. To manufacture a single-skin laminate from pregpregs, a one-sided mold is first treated with a mold-release agent, whereupon pregpreg sheets are placed one at a time on top of one another, carefully ensuring that no voids or other contaminants are entrapped and that the sheets are thoroughly tacked to each other. Lay-up of pregpregs is most often performed manually buy may be automated. Automated tape lay-up combining the cutting, lay-up and compaction processes is becoming an accepted process in the aerospace industry to manufacture unidirectional reinforced flat or nearly flat components.
Since almost all resins used in prepregs require controlled temperature and pressure to varying degrees to achieve intended properties, cross-linking usually occurs under a vacuum bag and with heat applied; in high-performance applications autoclaves are used. To prepare the laid-up pregpreg stack for cross-linking, it is covered with a perforated separator, a bleeder ply, a second separator, a barrier, a breather ply, and a vacuum bag. The separator ensures that the part can be released, while the bleeder ply absorbs excess resin squeezed out of the pregpreg stack. the barrier prevents the resin from diffusing into the breather, which ensures that the vacuum pressure of the bag is evenly applied. In several types of applications, molds are complemented with caul-plates which may be elastomeric or rigid, normally of metal. Elastomeric caul plates may be added on top o the pregpreg stack to improve the surface finish of the part by ensuring more even pressure. Cast or molded elastic caul plates may also be used to eliminate bridging over concave areas through application of localized pressure. Rigid caul plates are used to allow precise geometrical control at edges, holes, flanges, etc. by not allowing resin bleeding and thus tapering of the part. After the vacuum-bag assembly is completed, the consolidation process starts with evacuation of the bag; vacuum may or may not be maintained throughout the molding operation. Pressure is then applied and the temperature gradually is increased to the specified resin cross-linking temperature, which is maintained for significant amount of time. After cross-linking has been completed, vacuum and pressure are released and the temperature gradually lowered.
It is often possible to lay up pregpregs directly onto the core and cross-link the face laminate already in place in a process similar to that common in wet lay-up. In aerospace applications, both directly lay-up onto the core and separate face manufacture with subsequent bonding are used. Prepreg lay-up directly onto the core is of increasing interest also in the ship building to improve properties. Also with prepreg layup, balsa and foam core may need to be primed and/or a separate adhesive film added to achieve sufficient face-core bonding. The prepreg lay-up method requires medium capital investments, high if autoclave is used uses resins that require increased temperature, vacuum, and often externally applied pressure to cross-link as intended and that are fairly intolerant to variations in processing conditions is labor intensive is suitable for short production series suitable for structures of any size. Sandwich composites manufactured through prepreg lay-up are characterized by good to excellent mechanical properties low void contents in the laminates faces consistent laminate quality no well-controlled exterior surface if both laminates are laid-up directly onto the core.
Adhesive Bonding
This is simple manufacturing operation, independent of face and core materials. Adhesive layers are interleaved between the faces and the core and the whole stack is subjected to increased temperature and pressure as required by the adhesive resin, whereupon the sandwich is cooled. For high-performance applications the bonding process likely takes place using a vacuum bag and an autoclave, whereas for less demanding application it may be sufficient use a vacuum bag and/or weights or a hydraulic press. Since, there should be little or no resin bleeding if the bonding is correctly performed, the vacuum-bagging arrangement is simplified when compared to laminae manufacture. It is normally necessary to prepare the surfaces to be bonded in order to achieve a good enough bond. Unless already done, foam cores are typically sintered and all loose particles removes, they may also be primed. Laminates intended for bonding are often manufactured with a peek ply, which is removed right before bonding to leave a clean and somewhat rugged surface. The surface still should be abraded to ensure proper adhesion. The typical processing sequence for bonding of composite laminates to a honeycomb core using an epoxy adhesive is remove peel plies, abrade surfaces, and wash with solvent apply adhesive film onto faces and place on core arrange vacuum bag assembly on mold place in autoclave and apply vacuum apply specified pressure and release vacuum increase temperature to specified temperature at specified rate maintain temperature and pressure for a specified period of time cool at specified rate. Face materials used may be composite laminates manufactured through prepreg lay-up or any other composites manufacturing technique capable of producing the required face geometry, or sheet metal. In advanced applications, the faces tend to be fibre-reinforced epoxies and the core Nomex or aluminum honeycomb or high-performance and high-temperature-tolerant expanded foams, e.g, PMI or PEI. Metal-faced sandwich structures typically have foam cores, such as PUR and PVC.
The adhesive is used in film or liquid form depending on application and is usually epoxy or PUR. While thermoset adhesives dominate, thermoplastic adhesives are used as well. Adhesive bonding requires small to medium capital investments, high if autoclave is used typically uses adhesive resins that require increased temperature and externally applied pressure to achieve intended properties labor intensive suitable for short production series is suitable for small to medium-sized structures. Sandwich components manufactures through adhesive bonding are characterized by good to excellent mechanical properties well-controlled surfaces (assuming the faces have at least one good surface)potentially having partially failed bonds in curved sections due to geometric mismatch between performance of face and core.
Liquid Molding
Several related liquid molding processes are used to manufacture sandwich components. They all have in common that the reinforcement is first placed in the mold whereupon the liquid resin is infused into the reinforcement fabric through the difference in pressure.
The liquid molding processes used include:Liquid molding has received much interest in recent years due to its capability of producing geometrically complex structures in an economical fashion, without creating an unhealthy work environment since the processes are closed molds. Especially, RTM is becoming increasingly popular in the automobile industry to manufacture components for vehicles produces in short series. The reinforcement in the form of fabrics, and mats or preforms, is placed in the mold together with the core, normally by hand. However, not only cores, but also inserts and fasteners are easily integrated into the reinforcement of the core before impregnation. After the mold is close, the resin is introduced into the mold to impregnate the reinforcement under pressure and/or vacuum. The resin is often heated to lower the viscosity and thus facilitate impregnation. The resin infusion is stopped when the resin font has reached all the ventilation holes in the mold and the resin starts to leak out. the resins used may cross-link at ambient temperature or, alternatively, the mold may be heated. The cross-linking reaction should not begin until the mold is nearly filled, as gelation of the resin will prevent it from impregnating the reinforcement completely, thus creating dry spots and voids. The processes of RTM, SRIM, and vacuum-injection molding are distinguished from one another primarily by the type of resins, molds, and impregnation techniques. In vacuum-injection molding, conventional preformulated resins, similar to those used in the wet lay-up processes, are used. In contrast, SRIM employs highly reactive resins that are mixed right before injection.
Although the resins used in RTM also are similar to those used in vacuum-injection molding, they may either be preformulated or mixed right before injection. In RTM and SRIM rigid, matched molds are used, whereas vacuum-injection molding employs a one-sided mold, often a marginally modified version of wet lay-up mold, covered by a vacuum bag. The RTM and SRIM the resin is injected into the mold under pressure, in RTM sometimes assisted by drawing vacuum at the ventilation ports, while in vacuum-injection molding the sole force driving the impregnation is vacuum drawn from the bag. The difference in resin reactivity between RTM and vacuum-injection molding on the one hand and SRIM on the other translate into two major difference; with the former the mold fill times range from a few minutes to a few hours; in the latter case enabling filling of large parts before the increasing resin viscosity prohibits further impregnation. In contrast, the fill times in SRIM are usually less than a minute due to the much higher resin reactivity, meaning that only smaller parts than with the other two processes are manufacturable. On the other hand, the cross-linking times are in the range of a few minutes to a few hours for RTM and a few hours with vacuum-assisted molding, whilst in SRIM parts can be demolded in a matter of a few minutes. the higher injection rtes of SRIM increase the potential problem of so-called fiber washout, which is when the reinforcement is moved by the advancing resin front. The manufacture of large, complex parts with high fibre volume fractions thus it is more difficult with SRIM than with RTM. In SRIM, the two-component resin is mixed right before injection in an impingement-mixing nozzle using dedicated pumps. In RTM injection may be achieved with a dedicated pump or a simple pressure pot, which is a closed vessel containing the resin; in the latter case the resin is forced out of the pot through injection of pressurized air. With dedicated pumps the resin is mixed right before injection also in RTM. In all three processes multiple inlet pots may be necessary for large components. An alternative way to facilitated complete wettest of large components, especially in RTM, is to inject the resin into a channel running around the entire exterior of the part, allowing the resin to impregnate the reinforcement, from all sides concurrently. Vacuum is drawn or air allowed to escape from the center for the part in one or more locations, so the impregnation occurs from the perimeter and into the center of the part.
Continuous Lamination
From an economical perspective, a continuous manufacturing process naturally is preferable. A suitable way to manufacture continuous sandwich panels is using a double-belt press. It is possible to heat and cool the material while at the same time subjecting it to a specified pressure profile, thus making it a potentially useful device to impregnate and/or laminate composites. When using a double-belt press to manufacture sandwich components, the face sheets are likely coiled up in very long lengths. Two rolls of face sheets are first uncoiled and guided in between the belts of the press. The core is then, in any of a number of fashions, inserted between the face sheets, possibly together with adhesive layers. The faces and the core are then bonded to one another through concurrent application of heat and pressure, whereupon the sandwich is cooled under pressure to consolidate it. Face materials may be sheet metal, unreinforced polymers, and composite laminates or prepregs. To obtain a truly continuous core it may prove convenient to in-situ foam in between the foam through injection and subsequent expansion. An alternative way is to sandwich a thermoplastic polymer film containing a foaming agent between the faces; as soon as the double-belt press melts the polymer film, the foaming agent is free to expand, thus filling the gap between the faces with a foam. It is naturally possible to insert discrete blocks of wood or prefoamed core between the faces, although this procedure brings on concerns of core-core disbonds.
Compression Molding
This process is similar to compression molding of single-skin laminates. When using thermoplastic-based faces, e.g, GMT, the material I sheathed in an oven to a temperature exceeding the softening point of the matrix and thereafter placed in a cooled mold with the core sandwiched in-between. The mold closes very fast and the material is forced to conform to the mold before it consolidates, whereupon the component is ejected. Rapid closing is essential to achieve high surface finish. The choice of core material is important to ensure that it has a compression strength adequate to withstand the molding pressure (between 0.2 to 4 MPa) which is important for dimensional stability and surface finish. Also essential is good bonding of the faces to the core. Thermoformability is advantageous, especially for complex-shaped parts; a thermoplastic foam core then may be appropriate since it easily may be reshaped and compacted. Improved bonding between faces and core and improved dimensional tolerance ma be obtained if the thermoformable core is lightly over-dimensioned since the increased pressure caused by core compaction may reduce surface irregularities. The use of thermoplastic cores may further enhance bonding since heating of the face sheets will cause the core surface to melt.
Filament Winding
For filament winding of sandwich components the inner face would likely be wound first and the winding stopped to apply a flexible or prefoamed core onto the inner face. The winding would then resume to apply the outer face. A particularly interesting application of filament wound sandwich structures is the self-supporting inner body of a railway passenger-car. the body is wound in three sections. The body sections are mounted through the roof and slid in to position whereupon the roof section is put in place. The interior of the car is either integrated in the wound structure or preassembled.
Wet lay-up
This is one of the oldest but still one of the most commonly used methods to manufacture sandwich components with composite faces. This method is very flexible yet labor-intensive and thus best suited for short production series of especially large structures. The wet-layup may performed either by hand lay-up or spray-up. The process uses a single-sided mold, male or female, which is treated with the mold release agent. Normally, a neat resin layer, a gel coat, is deposited directly onto the mold which is allowed to gel before the lamination starts. The gel-coat resin usually is of high -quality and has good environmental resistance, thus allowing the use of a lower-quality, cheaper resin within the actual laminate. The gel-coat also produces, a smooth cosmetically appealing surface that hides the reinforcement structure, which otherwise may be visible on the composite surface.
In case of vacuum assisted wet layup the core is placed on top of the laminated but not cross-linked laminate whereupon the vacuum is applied and the laminate is cross-linked. the "top" laminate is then laminated directly onto the core and vacuum preferentially drawn to improve compaction. Alternatively the core and the top laminate may be applied concurrently before applying vacuum. Rolling on top of the vacuum bags is common in order to work out voids and remove excess resin.
Mine-sweepers, or mine-counter-measure vessels (MCMV), longer than 50 meters, wider than 10 meters and with displacements up to 400 metric tons have been built. In this application, composite materials and wet hand lay-up offer substantial advantages; the non-magnetic material is highly relevant so as not to risk detonating magnetically sensitive mines; the foam core sandwich structure is damage tolerant to under-water detonations.
Similarly, surface-effect ships (SES) are capable of transporting up to four hundred passengers at speeds over 50 knots. The SES is a catamaran with curtains between the two keels in bow and stern allowing an air cushion to be maintained between the keels; the air cushion lifts the hull partly out of the water to reduce drag, thus allowing high speeds to be reached. The largest composite sandwich SES built measures approximately 40 by 15 meters.
The main difference between hand laid-up and sprayed-up composites are due to the differences in labor costs and mechanical properties. The lower labor costs of spray-up implies that longer series are economically feasible and the inferior mechanical properties achieved mean that commodity-type products are more common. Sprayed-up sandwich components include small pleasure boats and storage containers and tanks.
