|
A. Beneficial Activities of Saprobic Fungi 4. Cultivated Mushrooms for Food
|
|||||||||
4.
Cultivated
Mushrooms for Food:
Some of the most obvious groups of
fungi that have been used for food throughout recorded history are the
mushrooms and other mushroom-like fleshy fungi. The Greeks regarded mushrooms as giving strength for warriors
in battle. The Pharaohs considered mushrooms as delicacies and the
Romans served them as “food of the gods” on festive occasions.
Mushrooms have less protein than animals, but more than most plants. They
have all the essential amino acids, are low fat, and have less than 70
calories per ½ lb. With the exception of iron, all of the important
minerals are present in mushrooms.
Even though there are well over 300 genera of
mushrooms and related fleshy basidiomycetes, only a few of them have
yielded themselves to cultivation. I am sure that one of the reasons for
this is that perhaps 75% of the field and forest mushrooms are
mycorrhizal and have yet to be induced to sporulate without the presence
of their host. Several of the saprobic species have been successfully
cultivated and represent an enormous industry in many countries. There
is tremendous appeal for a process in which highly nutritious food with
excellent taste can be produced from substrates that are plentiful and
not very expensive (Chang, 1991. Handb. Appl. Mycol. 3:221-240).
Data on the worldwide production of the mushrooms discussed below
are provided by Chang & Miles (1991, Mushroom Jour. 504:15-18). a. The button mushroom. Agaricus bisporus was actively cultivated in Europe before the “settlers” came to North America (Fig. 6-1).
Fig. 6-1. The common button mushroom, Agaricus bisporus.
There are six basic steps employed in the
commercial production of the common button mushrooms. They include: Composting: The preparation of compost occurs outside, although a structure with a roof over it may be used (Fig. 6-2).
Fig. 6-2. The early phase of compost production. Mixing, wetting, and
turning the compost is usually done on a concrete slab or wharf. Horse
manure, straw, nitrogen supplements and gypsum are thoroughly mixed by
using specially designed turners. Once the compost is mixed and
moistened, anaerobic fermentation begins and there is a reduction of
microorganisms as heat, ammonia, and carbon dioxide are released. During
this fermenting process, the cuticle of the straw is caramelized, making
the substrate more available to growth of the mushroom spawn. Gypsum
contributes to aeration that will prevent the formation of deleterious
chemical compounds. Brewer’s grain, cottonseed meal, soybean meal,
peanut meal, and chicken manure are often used as a nitrogen source. The
number of times the compost is turned and mixed is determined by the
nature of the compost, but this phase may last from 7-14 days (Fig.
6-3).
Fig. 6-3. Later stage of compost preparation. Finishing the
Compost:
Pasteurization is necessary to kill any insects, nematodes, weed fungi,
or other pests that might be present in the compost. In most cases the
compost is packed in large wooden trays and moved into environmentally
controlled rooms. Through microbial action and heat generation,
temperatures of 145 F are maintained for 6 hours. Temperatures are
lowered to 140 F and maintained for 10-14 days. Steam is then introduced
for final pasteurization, the compost is cooled to 75-80 F before
spawning. Spawning:
Commercially produced mushroom spawn is inoculated into the compost.
Spawn is usually produced on sterilized mixtures of rye, wheat, millet
and other small grains with or without supplements. A number of
cultivars of A. bisporus are available. These strains vary in flavor, texture,
and growth requirements. Special spawn equipment is used to thoroughly
mix the spawn into pasteurized compost. Spawned compost is then moved
into growth rooms with a high relative humidity and temperatures between
80-85 F. From 14-21 days are required for a spawn run, i.e.
growth of the mycelium through the compost trays. Casing:
Loamy soils, mixtures of peat moss with limestone are used as casing
soil. Casing material is sterilized and applied as a shallow layer over
the compost. Casing helps to preserve moisture and to maintain the
proper oxygen/carbon dioxide ratio. Proper watering of the cased compost
is vital for primordia, i.e. pins, to develop. Pinning: Mushroom primordia are extremely small and thickly embedded within the casing soil. This is referred to as the button stage. They grow quickly and within 18-20 days after the casing soil is applied crops of mature mushrooms are available. Cropping: Mushroom development takes place in other growth rooms in which temperatures are lowered and oxygen levels are controlled (Fig. 6-4).
Fig. 6-4. Cropping phase of mushroom cultivation. The terms flush,
break, or bloom are
applied to crops of mushroom that mature from every 3 to 5 days.
Mushrooms are harvested usually in a 7-10 day cycle. Several flushes can
be produced from each composted tray and harvests may continue from
35-40 days. The Monterey Mushroom Farm north of Apopka, FL usually
harvests 4-5 flushed, finding any later flushes to be limited in the
number of mushrooms produced and requiring growth rooms that can be used
from early flushes. Temperatures are held from 57-62 F and the relative
humidity is high to prevent drying of the mature mushrooms. Button
mushrooms grow better without light, and even subdued light is used
during harvesting. After the final flush of mushrooms has been picked,
the large wooden trays are removed, the compost is pasteurized, and the
spent compost is bagged and sold as compost for homeowners. The growth
rooms are then pasteurized with steam and new pinned trays are
brought in for a new cycle of flushes. Each growth room will hold
approximately 300 trays. It takes approximately 15 weeks to complete an
entire production cycle beginning with compost preparation to steaming
of harvested rooms. For details of mushroom production, see Wuest,
Duffy, & Royse (Six Steps to Mushroom Farming, Penn. State Univ.
Circ. 268.). There were more than 1,500,000 metric tons produced
worldwide in 1994.There has been a growing interest in the U.S. in
growing various exotic mushrooms. These include shiitake, the
oyster mushroom, the bear’s head fungus, the paddy straw mushroom, the
“ear fungus”, and others. Lentinus edodes has been grown for centuries in China and other oriental countries and is still the major edible mushroom grown throughout Asia (Fig. 6-5).
Fig. 6-5. Log grown specimens of Shiitake. According to Stamets (1993. Shiitake News 10), shiitake cultivation can be traced to Wu Sang Kwuang who was born in China during the Sung Dynasty (960-1127 AD). It was after the 2nd World War, however, when the Japanese learned to mass-produce inoculum, that the shiitake industry began to flourish there. Shiitake gets its common name from its hardwood host, species of the genus Pisania (Fig. 6-6), the “shii” tree, a member of the oak family with 100s of species throughout Asia. The Japanese name for mushroom is “take”, thus the name shiitake, the mushroom that grows on shii trees.
Fig. 6-6. Drawing of a species of Pisania, one of the many shii trees found in southeast Asia. Shiitakes were banned from the US for many years because species of Lentinus were well known wood rotting fungi commonly found on crossties of railways. When the USDA lifted a ban on importing live shiitake cultures in 1972, the industry took off. There were 314,000 metric tons produced worldwide in 1986 but production had grown to 393,000 tons by 1991.. Between 1986 and 1989, total US production of shiitakes increased from 3.4 to 3.7 million pounds. While small scale cultivation of shiitakes had been going on for centuries, successful large-scale cultivation began in the 1940s in Japan with the development of new techniques for inoculation. Shiitakes traditionally have been cultivated on notched logs inoculated with spawn and stacked in evergreen forests. With mass production of spawn (Fig. 6-7),
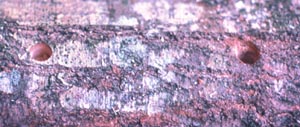
Fig. 6-7. A bag of Shiitake mushroom spawn. several inoculation sites are drilled into freshly cut hardwood logs (Fig. 6-8) (various species can be used), spawn is added (Fig. 6-9),
Fig. 6-8. Preparation of logs for inoculation.
Fig. 6-9. Addition of spawn to inoculation sites. and sealed with wax or styrofoam plugs, and the inoculated logs incubated for 4-5 months in a cool, shaded area (Fig. 6-10).
Fig. 6-10. Inoculated logs incubating beneath a shade house. Water is applied periodically, if it does not rain, and with the first drop in temperatures of about 15F, buttons will form and mushrooms will come forth if the logs are thoroughly wet (Fig. 6-11).
Fig. 6-11. Mature specimens of Shiitake, Letinus edodes. Many farmers growing shiitakes in
Florida have seasonal crops of mushrooms depending on climatic
conditions. Other farmers, however, have found it more practical to move
operations indoors and have
used various types of buildings in which to grow shiitakes. Inside they
are able to control moisture, and some have used insulated plastic
partitions to construct a number of rooms in which there are 300-400
logs in each. By using air-conditioning,
Fig. 6-12. Taiwanese shade house with thousands of bags of woodchip compost The mushrooms are then air-dried, sorted, bagged and placed on the market (Fig. 6-13; Fig. 6-14; Fig. 6-15).
Fig. 6-13. Sorting and grading Shiitake mushrooms before drying.
Fig. 6-14. A drying cabinet filled with Shiitake mushrooms.
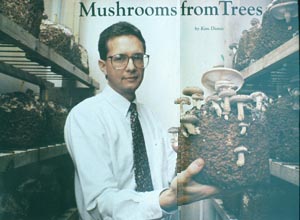
Fig. 6-15. Different grades of Shiitake mushrooms available at a Taiwanese roadside market. Dr. Dan Royse (1990. Penn State Agriculture) began research in the mid 80s to grow shiitake on artificial logs composed of sawdust supplemented with millet and wheat bran (Fig. 6-16).
Fig. 6-16. Scientist at Pennsylvania State University experimenting with growing mushrooms on artificial logs.
A common formulation consists of 90% hardwood sawdust, 10% rice or wheat
bran and 2% calcium carbonate. Synthetic logs may produce three or four
times as many mushrooms as natural logs, and in one-tenth of the time.
Environmentally controlled houses allow one to manipulate environmental
conditions to produce the highest yields and fruiting at a designated
time. Cooling of synthetic logs for about a week at 60-62 F followed by
48 hours of soaking gives highest yields. Flushes of shiitake can be
produced within 5-12 weeks. Like many crops, a
continuous, dependable supply enhances better markets and insures top
prices. Numerous strains of Lentinus
edodes are available for commercial production on artificial logs.
Procedures for cultivating a number of wild mushrooms may be found in
Stamets & Chilton (1983. The Mushroom Cultivator, Agarikon Press,
Olympia, WA). There are approximately 50 farmers in Florida now growing
shiitake mushrooms. c. The Oyster Mushroom. Mushroom hunters have collected Pleurotus ostreatus (Fig. 6-17) for years.
Fig. 6-17. The oyster mushroom, Pleurotus ostreatus. CLICK HERE TO GO TO TOP OF RIGHT SIDE COLUMN
|
For the past 3 decades, however, they have been actively grown and marketed in several countries. A similar species, P. floridanus, is now being grown commercially. Most strains of this mushroom originated from wild specimens cultivated in 1958 in Gainesville, Florida by Block et al. (1959. Mushroom Science 4: 309-325). Oyster mushrooms can be grown on a variety of substrates. Chopped cereal straw with a 75% moisture is commonly used as substrate in the US. Whereas, most oriental growers use 4:1 hardwood sawdust and rice bran. Spawn run requires 10-14 days at 78-84 F and pin set can occur at 55-60 F within one to two weeks afterwards. Regular misting daily is needed until fruitbodies are mature and light misting is needed to prevent cracking of the caps (Fig. 6-18). Almost 170,000 metric tons were marketed in 1986 but the industry had grown to 909,000 tons in 1991.
Fig. 6-18. Oyster mushrooms growing on bagged compost. d. Enoke. The Velvet Stem or Winter Mushroom, Flammulina velutipes (Fig. 6-19), is a recent arrival to the commercial mushroom scene.
Fig. 6-19. The Oriental Enoke mushroom Flammulina velutipes. The Japanese are the major producers of this mushroom they call Enoke. Enoke mushrooms are grown on sawdust/bran (4/1 ratio), much like shiitakes and oyster mushrooms. The spawn run is from 20-30 days at 72-77 F, but they differ from most other commercial mushrooms in that they fruit at temperatures of 50-55 F . Thus, a crop of enoke mushrooms can be produced within 4-5 weeks. There were 100,000 metric tons produced in 1986, but the demand for this mushroom is growing rapidly and production had climbed to 143,000 tons in 1991. In 1988, the author was able to visit a large “enoke” mushroom farm near Taichung, Taiwan (Fig. 6-20).
Fig. 6-20. An Enoke mushroom farm near Taichung, Taiwan. There we saw massive piles of sawdust and rice bran that were used in compost (Fig. 6-21).
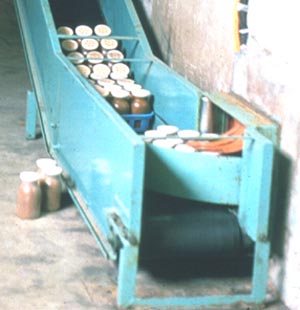
Fig. 6-21. Rice bran, a basic component in compost used for growing Enoke. The compost was placed in large-mouth plastic bottles (Fig. 6-22) and sterilized in large steam chambers (Fig. 6-23), and spawn was added automatically.
Fig. 6-22. Plastic bottles of compost in preparation for sterilization.
Fig. 6-23. Two of twenty large sterilizing chambers.
The spawn bottles were placed
in 70-75 F growth rooms and after approximately 1 month the temperature
was lowered to 50-55 F and within a few days the mushrooms sporulated (Fig.
6-24). More than 70,000 Kg were marketed
each week.
Fig. 6-24. An Enoke grower preparing mushrooms for market.
e. Paddy Straw Mushroom. Volvariella volvacea (Fig. 6-25) has been grown for many years in various Oriental countries. Many strains of this mushroom are now available for commercial production. It has been traditionally grown on rice straw that has been composted for 1-2 days. Higher yields have been obtained by using a mixture of cotton waste supplemented with wheat bran and calcium carbonate, composted for 3 days, pasteurized for 2 hr, cooled, then inoculated with spawn and grown at 77 F. They are grown in growth houses on beds similar to our button mushrooms (Fig. 6-26).
Fig. 6-25. The common paddy straw mushroom, Volvariella volvacea.
Fig. 6-26. A paddy straw mushroom farm in northern Taiwan. The paddy straw mushroom does not sporulate as prolifically on compost as the button mushrooms. Considerable research has gone into finding ways of increasing production. Almost 180,000 metric tons were produced in 1986 but had grown to 207,000 tons in 1991 and almost 300,000 tons in 1994.
f. The Ear Fungus. Auricularia auricula (Fig. 6-27), the common “ear fungus” is found worldwide involved in wood decay.
Fig. 6-27. The common ear fungus, Auricularia auricula. It has long been used for food and is well recognized as the choice edible “black mushroom” from the orient, because it darkens upon drying. It has also been shown to have great medicinal value and has drawn considerable attention in recent years. Records of its use go back to 200 BC. Several Asian countries are now growing Auricularia on artificial logs composed of sawdust/bran or woodchips/bran very much in the manner shiitake and the white jelly fungi are grown (Fig. 6-28; Fig. 6-29).
Fig. 6-28. A mushroom farm specializing in the cultivation of Auricularia.
Fig. 6-29. Close-up of Auricularia on artificial logs.
Traditionally, it has been considered as a health promoter and given
routinely to people who have arteriosclerosis. In the 1970s, however,
researchers discovered that metabolites from Auricularia lower
cholesterol levels. Almost 120,000 metric tons were grown in 1986 but
production had increased to 400,000 tons in 1991. g. White Jelly Fungi. Tremella fuciformis (Fig. 6-30), known as the “white jelly fungus”, began to be actively grown in Taiwan in the mid 1970s when one of the author's former students, Dr. C.C. Tu, was instrumental in starting an industry there.
Fig. 6-30. The white jelly fungus, Tremella fuciformis. Other countries are developing markets for these fungi. White jelly fungi were originally grown on hardwood logs much like log-grown shiitakes. Many people prefer the white jelly fungi to other edible species. In 1986 approximately 40,000 metric tons were produced, but the industry had grown to a worldwide production of 105,000 tons in 1991. h. Nameko.
Pholiota nameko, known also as the viscid mushroom, is grown in
Japan and elsewhere in the Orient. Unlike shiitake, Nameko can be grown on
both hardwood and conifer sawdust or chips. Approx. 25,000 metric tons
were produced in 1986 and 53,000 tons by 1991. Nameko mushrooms are either
log-grown, much like shiitake, or on a sawdust/bran compost pasteurized in
bags. It is highly prized for its flavor, gelatinous texture, and is used
in a variety of dishes. i. The Bear’s Head Fungus. Only within the last decade have Hericium erinaceus, the bear’s head fungus (Fig. 6-31), and H. coralloides, the monkey’s head fungus (Fig. 6-32), been grown commercially.
Fig. 6-31. The bear's head fungus, Hericium erinaceus. (Provided by Clif Copeland)
Fig. 6-32. The monkey's head fungus, Hericium coralloides. It is a rapidly growing industry in which almost 20,000 metric tons were marketed in 1986 and 143,000 tons in 1991. They are grown much like the velvet stem mushroom, Flammulina, is grown, i.e. on sterile hardwood sawdust with rice bran supplement inside of wide-mouth plastic bottles (Fig. 6-33).
Fig. 6-33. Compost bags with sporulating Hericium. The Taiwanese have novel ways of marketing, i. e.
colorful advertisements in popular magazines with recipes,
and exciting gift packages (Fig.
6-34).
Fig. 6-34. A gift package of the bear's head fungus, Hericium.
j. Reishi (Japanese) or Ling Chih (Chinese). This fungus is a longstanding, widespread object of legend and folklore in the oriental tradition. Identified as Ganoderma lucidum, this species is now becoming a cash crop in Japan and elsewhere because of its being promoted as an alternative medicine (Fig. 6-35).
Fig. 6-35. Ganoderma lucidum, the common varnish skin bracket fungus called Reishi.
It is too tough to be used as a food, but tea and a
number of food supplements are made from species of Ganoderma.
Various commercial lines of tablets and capsules based on reishi are now
available at health food stores everywhere. More information is given later under the
medicinal uses of mushrooms.
k. Considerations before attempting to grow exotic mushrooms. Many people have become interested and have attempted to grow exotic
mushrooms in the same way “button mushrooms” are grown. It can be
done, but to do so, one must have the ability to sterilize large volumes
of substrate and to maintain aseptic conditions under which the spawn
grows and sporulates. The following outline points out some of the things
to consider before attempting to grow exotic mushrooms.
|
||||||||