
| Pro
Form Pinion Depth Set Up Tool UPDATED! |
|||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||
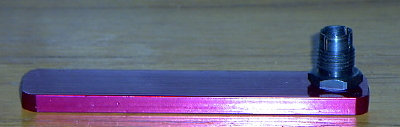
| Aside from the pieces included in the kit, you will need the item displayed above. It is just a bolt and a nut which you can pick up at any hardware store. It is the same thread measurement as the carrier bearing cap bolt but is shorter by a few inches. The measurement is 1/2" coarse thread and 1 1/2" long. This will be the bolt that attaches the tool to the center section. | |||||||||||||||||||||||||||||||||||||||
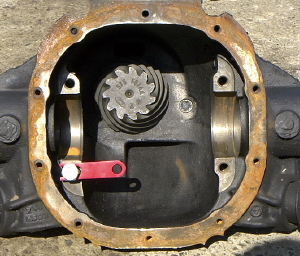
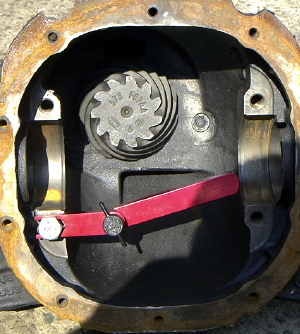
| Pro Form Pinion Depth Set Up Tool. I have numbered the pieces that attach the indicator to the housing and will refer to those numbers throughout the instructions. | |||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||
| The dial indicator slid through the collet. The nut should be hand tight so that the indicator only slides when pressure is applied on it. | |||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||
| The extension and indicator tip slid into the 2" calibration tube. | |||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||
| Piece 3 held firm and flush against the calibration tube. Notice that the needle on the dial indicator has moved about .010" froim where it rested in the picture above. This is good. Notice, however, that the needle does not rest on the zero on the indicator dial. Tighten the nut so that the dial indicator cannot be moved up or down through the collet. | |||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||
| The dial on the indicator is turned so that wherever the needle rests when it is held flush against the calibration tube it is pointing to the "0." The tool is now calibrated for the first measurement. | |||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||
| Carrier Bearing Race being measured by a dial caliper. | |||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||
| Page 2 | |||||||||||||||||||||||||||||||||||||||
