|
||
|
Boiler start-up after acid or alkaline descaling (oxide removal) |
||
|
The so-called "Magnetite Drive" |
||
General descriptionAfter stripping the old oxide
layer, the boiler surfaces are subjected to chemical-physical reactions
between the steel and boiler water. The end result of these
reactions is the operational protective oxide film in the form of
magnetite, or mixtures of hydrated hematite and magnetite, depending on
the operational pressure of the boiler. A pure magnetite film or
integral mono-molecular magnetite surface on the boiler steel can be
obtained at operational pressures over 30 bar. The reaction between steel and
water starts immediately after the boiler is fired. First the remaining iron
particles will convert into magnetic, black particles and show up as
solid, non-dissolved iron. This cleaning residue will be removed by heavy
blow down during first 10 hours of operation. During this preliminary
stage pressure is kept to the minimum to allow simultaneous controlled
formation of hydrogen that is produced by the reaction between the pickled
surface and water. The pressure will be elevated
to 30 bars after the first 10 hour period that can be described as an
operational rinsing of the boiler. When the pressure is elevated
to 30 bars, hydrogen starts to form strongly as the reaction between the
steel and the water is increased due to the temperature that at this stage
is around 330C. The boiler is operated at this
pressure for the next 48 hours. The blow down is kept at
maximum operable during the whole period and the steam is vented out
before any users to reduce the iron content of the steam. This includes
all other eventual particle formats that might impair any turbine
operation. The magnetite drive can be done
in high alkaline or acid/neutral environments. It is generally believed that
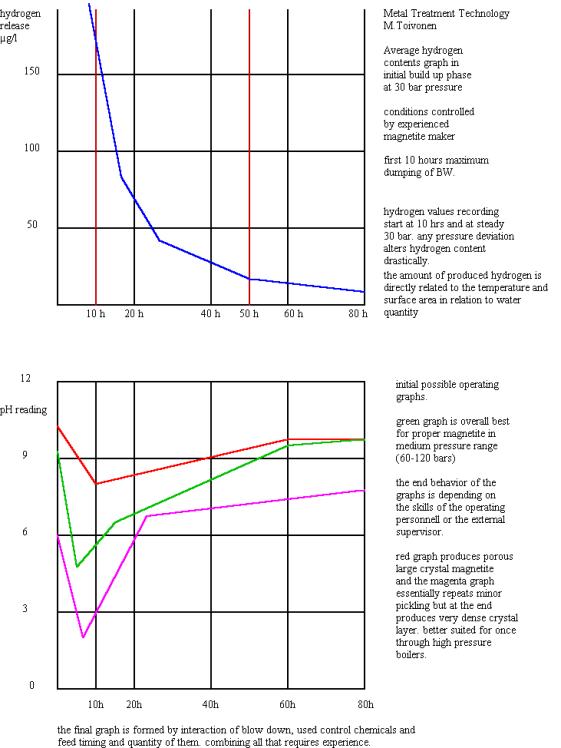
acid/neutral conditions produce a denser and thus more durable magnetite. Hydrogen evolution is directly
related to the speed of magnetite build-up. Graphs exist reflecting
studies of different boilers. Hydrogen evolution during magnetite
formation. A typical graph is shown here. |
||
|
|
||
|
The hydrogen analyzer for
continuous monitoring is usually available only from research institutes
or very large companies due to the cost of such units. Therefore in practice based on
the known graphs the drive is controlled by the pH of the boiler water as
pH indicates the amount of free hydrogen ion in the water. The task of the specialist is
to assist boiler operators in the proper pH control and bring the boiler
water to operational pH level at the end of this procedure. An experienced specialist is
needed to maintain the pH graph within the limits by right dosing of pH
elevating compound(s). An uncontrolled pH variation
may strip the newly formed magnetite due to excess acidity or result in
rapidly formed and porous magnetite with rapid rise of pH. The phenomenon takes place
quickly and an inexperienced operator in the start up situation may be
tempted to overdo the measures to control the pH. |
||
|
|
||
|
The graph does not indicate any
chemical dosages as this varies in each individual boiler. The chemicals that can be used
to control the pH value are the normal water treatment chemicals. However,
a volatile compound as the basic treatment at first is preferred to avoid
any precipitation that might be caused by non volatile inorganic or
organic treatments. The same goes for filming amines as they have no
influence on the formation of Magnetite but may in excess dose cause
undesirable films to deposit. The most suitable volatile
compound is hydrazine or its commercial derivatives such as carbohydrazide
that convert into hydrazine in the boiler. Inorganic compounds are
recommended for use after the first 24 hours, provided the boiler uses
them in the operational water treatment. |
||
|
Natural
films or deposits that form on water-side boiler surfaces and the
relevance of them in boiler protection. This discussion deals with magnetite and
semi-protective forms of hematite only. The word MAGNETITE seems
to be a magic word often
referred to in boiler water treatment product descriptions around
the world. The result is that end-users of water treatment products understandably think that the additives somehow contribute to magnetite formation. Apart
from control of the on-going characteristics of boiler water during
start-up/magnetite development, the additives do not in themselves
contribute to the reaction which makes magnetite. In
controlled magnetite formation,
certain chemicals are used to control the excess acidity caused by
ionic hydrogen to facilitate ideal circumstance for the densest
mono-molecular film to form over the first days of operation. Here, the
control also includes the boiler pressure over this period. Magnetite is the most important
natural protective film formed on boiler surfaces since it resists the
influence of water and contaminants to further react with the steel
material. However, normal treatment
chemicals have nothing, absolutely nothing, to do with the
formation, improvement or
retardation of the pure magnetite under operational conditions. Magnetite is formed on a clean,
pickled steel by two reactions: 1. Electro chemical reaction called Schikorr reaction that takes place as follows:
3Fe (OH)2
= Fe3 O4
+ H2
+
2H2O
The iron hydroxide is initially produced by reaction between iron
and water. No other chemicals assist in this process. The reactions start
around 100C and increase as the temperature increases. 2. Hot oxidizing reaction when magnetite is formed directly on the steel without hydroxide intermediate phase. This reaction starts at temperatures 300 C or approximately at 30 bar boiler pressure. The reaction follows this route:
3Fe
+ 4H2O ( 300C+) = Fe3
O4 +
4H2
Magnetite starts disintegrating
by other reactions at temperatures around 570C. For this reason boilers or
superheaters operated at this or higher temperature or even close to it
have been constructed from alloyed material, not from pure boiler grade
carbon steel. It is possible to induce
“magnetite?formation with chemicals, even below boiling point, but we
then are able to produce only a “black color?and not the integral
monomolecular film with steel, that the magnetite should be. The available temperature
(boiler pressure) alone will decide what quality magnetite is obtained and
by what reaction. At the lower temperatures a mixed film is formed that
consists of both magnetite and hydrated hematite. Loose particulate
magnetite is also formed.(Therefore all closed hot system sludge are
black). After pickling or created by chemical addition, this particle
magnetite may adhere as a separate deposit collection on the steel
surfaces but is not the integral part of the steel that a properly formed
magnetite is. Hydrated hematite:
Fe2
O3.3H2O
is not as good a protective film as magnetite, but if the pressures are
too low
to form proper magnetite this will be the replacement. The color of
hematite is red ( rust color). This explains why it is not possible to
obtain black surfaces in a low-pressure boiler, but colors that range from
dark brown to reddish. At best a
reddish black. The only benefit of reducing
chemicals like tannins, hydrazine, sulfite and their derivatives is that
they also reduce 3-valent iron into 2-valent iron, thus reducing or
eliminating the risk of forming ferric chloride that is very corrosive in
the boiler or on the surfaces. Under normal circumstances,
there should not be any 3-valent iron in the boiler system, but it can be
brought there by chemical cleaning with hydrochloric acid or excess an
chloride source such as a seawater
leak into ships?boilers. Otherwise these compounds work as oxygen
scavengers, which is their
main task. The formation of magnetite on
the steel surface is a continuous process. It is at its most intense 2-3
days after taking the boiler into use after pickling. The reaction
produces hydrogen. The quantity hydrogen of can be determined by analysis,
and the formation speed of magnetite thus determined. An experienced film
formation supervisor is able to influence the formation speed and thus the
quality of the film. Basically, this requires
controlled guidance of the pH value in the boiler during this formation.
The hydrogen, if allowed to form too quickly, causes acidification of the
boiler water and strips the film. Over-rapid pH elevation to neutralize
the acidity leads to over-rapid formation of the magnetite, and produces a
less dense, porous, and thus weaker film. Maintaining the optimum
condition is difficult without
previous experience. One is best advised to leave this to the
experts. The
problem is there are only very few experts in this field due to the
tendency of water treatment companies making marketing mythology of the
subject instead of promoting a true understanding of this part of
boiler protection. The hydrogen formation can be accurately
monitored with a hydrogen analyzer. The analyzer also cannot replace
operating experience as things happen very quickly and all counter
measures have to be in proportion not to become overdone.
In low-pressure boilers this whole issue is of no particular
importance as reactions are slow and at the end incomplete. After initial forming in ca. 3
days the magnetite continues to grow at an ever decreasing rate as the
film thickness grows. This can also be measured by a hydrogen analyzer.
The normal hydrogen formation at later use is in the region of 5
micrograms/l. When the Magnetite film has thickened enough its crystal
structure becomes too large and brittle. Local thermal shocks may break
the film spot-wise, causing a local flow disturbance and heat transfer hot
spot with consequential corrosion phenomena and tube rupture. The magnetite does not conduct
heat as well as steel and a too-thick film impairs the heat transfer and
increases the fuel bill. It also may lead to overheating of the tube
material at the fire side and cause problems at that side. (Bulges and
ruptures due to weakened steel) In standard industrial boilers
the upper limit for magnetite thickness will be reached in ca. 40000 use
hours and in critical once through boilers in ca. 25000 operating hours. Boilers up to 60 bars are not
very critical for the thickening of magnetite as the temperatures are
generally too low to create major problems. Also in these boilers the fuel
economy suffers when the film thickness is well above the acceptable.
Often has the writer observed films in excess of 300 microns. With those thicknesses even a 60
bar city utility boiler sends tens of thousands of dollars
to the skies in the form of a bigger fuel bill. The
initially formed magnetite film is very thin, microns only. In operation
the film will be within the range of 15 to 100 microns. In critical
boilers the thickness of 100 microns requires unconditionally removal of
the film and creation of a new one. (Pickling and new forming) Boilers at pressures lower than
critical can tolerate thicker films but generally a boiler in +/-100 bar class should pickle when the thickness is 150 microns. For lower-pressure plants the
following rule-of-thumb advice can be given: Any
film thickness that you can detect by eye after breaking the sample tube
film is too much and you are well advised to pickle the boiler to save at
least your fuel bill. All advice written in this
context applies only to boilers over 30 bar pressure where proper
magnetite forms. In any plant a magnetite film
can be formed only at pickled surfaces. For the vast number of boilers
in pressure range 0-20 bars magnetite really does not exist in the sense
described above. However, the mixed films may also impair heat transfer
and increase the fuel bill excessively. It is therefore a very good
practice to pickle also these boilers routinely every ten years whether
problems occur or not and of course, always when there have been phenomena producing foreign films or scales on the internal surfaces. |
||
.