
Use your browser's BACK button to return
APPENDIX 3
THE DESIGN AND
CONSTRUCTION OF
BRONZE CANNON IN THE
SIXTEENTH
CENTURY
The design of cannon in the sixteenth century was an empirical process, carried on within narrow limits established by the failure which almost invariably rewarded any radical departure from established practice. In the absence of a theory of internal ballistics or a theory relating stress and strain in thick-walled tubing, it could hardly have been otherwise.
In the sixteenth century almost all cannon fell into one of three categories according to design: the culverins, the cannons, and the pedreros. These categories cut across national boundaries with the Ottomans and Portuguese proceeding along a specialized and separate line of development in producing very large pedreros which do not seem to have been initiated elsewhere. The manufacture of at least the Ottoman pedreros, however, apparently differed from that of their western equivalents. More will be said about this later. Hybrid cannon-culverins, usually referred to as bastard cannons or reinforced cannons, were occasionally made; but by and large all bronze cannon cast in the sixteenth century can be placed unequivocally into one of these three categories. These were discussed in chapter 4 and are shown in Fig. 9.
The reason for the concentration of artillery design into three separate and distinct lines of development has to do with the basic developmental technique which prevailed in virtually all areas of technology until recent times: trial and error repeated over and over again with superior forms slowly manifesting themselves and the less efficient solutions slowly being pushed to their logical extremes to wither away and eventually disappear in an almost Darwinian process. Such a process of development, in most cases entirely devoid of any theoretical basis, is customarily looked upon with disdain by modern analysts. It can, however, be highly effective and is, in fact, the only viable system of development where theory is inadequate or entirely lacking.
In areas of technology where the critical variables affecting design are few, a unifying theory is generally worked out which is at least partially successful in defining the problem and suggesting solutions. Improvements are then made systematically as the theory suggests. If things do not work out as they should, the theory is modified and made more sophisticated; but it continues to serve as a touchstone and as a common point of reference. For the historian analyzing technological development this arrangement presents numerous advantages. The development of the theory — usually put down on paper and preserved for his inspection — gives him a built-in thread of continuity to follow in his research. He can document the changes which occurred in technology by reference to published, or at least written, works dealing with theory. Most important, he can generally treat the development of technology, through the development of the theory, in a straightforward chronological fashion.
Where developing technology has followed or paralleled developing theory, such an approach has yielded good results, but all too often historians have attempted to read a backbone of theoretical continuity into a developmental process upon which theory had little or no effect. Even worse, and perhaps more common, is the tendency to assume that because there was no development of theory there was no development of technology.1 Sometimes this takes the form of conceding that there was development, but assuming that it was more or less accidental and therefore does not deserve closer examination. More frequently, the areas of technology where development has occurred unsupported by a well-articulated theory have simply been ignored, perhaps because of the historians’ intellectual bias. A magnificent and almost unique exception can be found in Howard I. Chapelle’s work on the development of sailing vessels, particularly The History of the American Sailing Navy (New York, 1949). Apart from a handful of works on aviation history, notably Charles H. Gibbs-Smith’s superb book, The Invention of`the Aeroplane 1799-1909 (New York, 1966), there have been few attempts to deal with this sort of developmental process in any field. It is worth noting in this context that the history of science is very conscious of its identification as a branch of intellectual history and deals only peripherally with the history of technology, though much of its methodology is directly applicable to areas where theory and practice were in reasonably close harmony.
The design of bronze artillery in the early modem era is clearly a case of developing technology unsupported by a well-articulated theory. This is for a number of excellent reasons: the number and complexity of the critical variables involved in the design of cast-bronze artillery is so great as to defeat any attempt to evolve a coherent theory. Even at the present time, changes in artillery design — and the metallurgy of bronze is, if anything, more complex than that of steel — are empirical, incremental departures from established design practice.
One half of the artillery designer’s problem stems from the amount and duration of internal pressure at various points along the inside of the barrel during firing, that is the stress to which his product will be subjected. The sixteenth-century cannon founder had no way of predicting these internal stresses; indeed the whole concept of stress would have meant little to him since he had no way of measuring it.
The other half of the artillery designer’s problem lay in his knowledge of the strength which he could impart to his product by varying the thickness and composition of its metal. Even today, knowledge of the metallurgy of bronze is rudimentary and largely empirical.2 The sixteenth-century cannon founder felt that he was best off using a melt of 80 per cent copper and 20 per cent tin, ignoring the 3 to 5 per cent of impurities of which he was generally aware, but about which he could do little. We have no theoretical basis for believing that he was wrong. First of all, we simply do not know what effect minor variations in the percentages of tin and copper, let alone variations in the quantity of various common impurities, have on the strength and ductility of bronze cannon metal. Secondly, the tin and copper in molten cannon metal partially segregate upon cooling in a complex way which is incompletely understood. Consequently, the composition — and hence the strength and toughness — of the metal varied considerably from one part of the cannon to another.
Beyond the metallurgical problems, there was no theory relating the thickness of thick-walled tubing to the amount of internal stress which they were capable of withstanding.3 It was recognized that strength did not increase with thickness in a linear fashion, but that was all. Consequently, the sixteenth-century cannon founder had no option but to make incremental adjustments to earlier, successful, designs based upon the rule of thumb and his own empirical judgment. He was sure that care and thoroughness in preparing his moulds and in heating and mixing his metal and ensuring the purity of the alloy would produce better cannon. He was right in assuming this. But he did not know exactly why and neither do we.
The composition of the bronze in sixteenth-century cannon varied considerably from cannon to cannon. This statement is made on the basis of some 35 samples of cannon metal extracted from sixteenth-century cannon and analyzed in the mass spectrograph by the personnel of the Basic Materials Evaluation Laboratory, Quality Assurance Directorate, Frankford Arsenal, Pennsylvania, under the direction of Mr. Samuel Sitelman, Chief, and a further six samples subjected to chemical analysis by Captain David S. Olson and Captain Joseph J. Delfino of the Department of Chemistry, U.S. Air Force Academy, Colorado.
There was, however, surprisingly little variation in the composition of the metal in cannon made by a given founder. This was revealed by analysis of metal samples extracted from two cannon by the same founder. For example, the pair of sacres in the Museo del Ejercito, Madrid, cast by the founder Wolpedacht, showed a variation of less than 0.02 per cent in the amount of silicon in the metal and no measurable variation at all in the percentage of the other minor constituents (nickel, manganese, bismuth, magnesium, zinc, lead, iron, antimony, arsenic and silver).4 This clearly indicates that sixteenth-century cannon founders, at least the good ones, made a serious and largely successful effort to standardize their production methods. When we consider the primitive conditions under which they worked of necessity and the almost total lack of any direct means of measuring the quality of their product except by destructive testing, either intentional or inadvertent, this level of standardization is nothing short of amazing.
The design of sixteenth-century cannon seems, by and large, to have
been governed by the demands of internal pressures and the strength of the metal. This is
not, however, intuitively obvious and had to be demonstrated. Within the demands of space
and time and the need for a simple and understandable presentation, the only modern
analytical technique which showed promise for illuminating the relationship between
internal stress and external design in sixteenth-century cannon was photoelastic model
analysis.5
The results of this analysis, conducted on a scale model of the breech of a Portuguese ten-pound half culverin made by the founder Gregory Leoffler, probably for the Spanish crown in the 1530s or 1540s, in the collection of the Museu Militar, Lisbon, are shown in Fig. 17. The three-dimensional model was machined from PL-4 resin, carefully selected for its photoelastic properties, principally the fact that relatively small changes in stress produce changes in the way in which light is polarized in passing through the transparent resin.
The model was plugged at the approximate place where a cannonball would have been in a loaded cannon. It was then pressurized internally and subjected to heat for a prolonged period of time, allowing the resin to deform slowly under the strain produced by internal pressure, much as the actual cannon would have deformed briefly under the strain of firing. The model was then removed and allowed to cool, ‘freezing’ into the resin the deformation patterns caused by the internal pressure. A thin slice was then removed from the model along its longitudinal centerline, polished and viewed through a polarizing filter under polarized light. Fig.17 shows the light patterns which resulted.
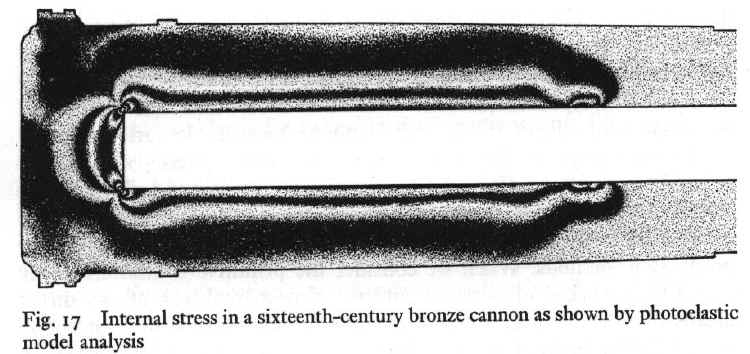
The polarization of individual resin molecules within the model is a function of their physical orientation. Their physical orientation is, in turn, a function of the strain to which they were subjected. Had the model been sliced and viewed without any stress patterns being ‘frozen’ into it, all the resin molecules would have been oriented in the same way and it would have appeared uniformly dark, depending on the polarization of the filter and the light source. As it was, the stress patterns produced by internal strain can be viewed as alternating areas of light and dark called ‘fringes’. The light areas near the outer edge of the model represent areas of little or no stress, with each ‘fringe’ as we progress towards the center representing an increase in stress in the material. Thus the areas near the corners of the chamber, with many ‘fringes’ concentrated in a small area, represent areas of maximum stress. Significantly, it is precisely here that the cannon was made thickest by the founder. Note also the slight outward bowing of the fringes between the base of the chamber and the location of our hypothetical cannonball. It was in this area that cannon most commonly burst, if surviving examples of burst cannon are at all representative. It would therefore appear that sixteenth-century cannon founders had found a way to overcome the intense local stress concentrations at the corners of the chamber. Although the advantages of a rounded chamber base, which would have eliminated these stress concentrations, were known, few founders seem to have gone to the trouble of casting their cannon with such chambers. This points up the greatest single inaccuracy of photoelastic model analysis of cast-bronze cannon — the assumption that the cannon metal was, like the PL-4 resin in our model, homogeneous throughout. In fact there was considerable variation in the composition of the bronze from one part of a cannon to another, the product of an apparent tendency of tin and copper in a ‘melt’ of molten bronze to segregate themselves from one another as the molten metal cools, the tin migrating towards the last portions of the metal to solidify. Thus the muzzles of sixteenth-century cannon had a much lower tin content than we might expect, a point confirmed by tests of cannon metal removed from muzzles, with the interior of the breeches being presumably richer in tin. The result might well have been a local increase in the ductility of the metal which permitted the intense local stresses around the edges of the chamber to be transmitted to the portions of the cannon nearer the outside.
It can be seen in general terms that the cannon was made thickest where the strain induced by the internal stress was greatest. These results are only generally indicative since the characteristics of cannon metal vary markedly from one part of the cannon to another and since, at least in theory, the outer 50 per cent or so of the thickness of the cannon barrel made little or no contribution to the cannon’s strength. In addition, the cannon shown in Fig. 17 was cast, like all western cannon, muzzle up within a mould of baked clay (see fig. 18). This had two major results: the metal at the breech, being cast under a greater pressure, was denser and stronger than that at the muzzle, as we have already noted. Secondly, the breech, well underground and hence better insulated than the muzzle, was last to cool. This had the effect of making the metal at the breech richer in tin content than that at the muzzle. As a result, the muzzles of European bronze cannon are very poor in tin (3 to 5 per cent tin and 95 to 97 per cent copper is typical) and hence brittle. This brittleness explains the need for the characteristic flared muzzle which is significantly absent on the large Ottoman pedreros which were cast muzzle down.
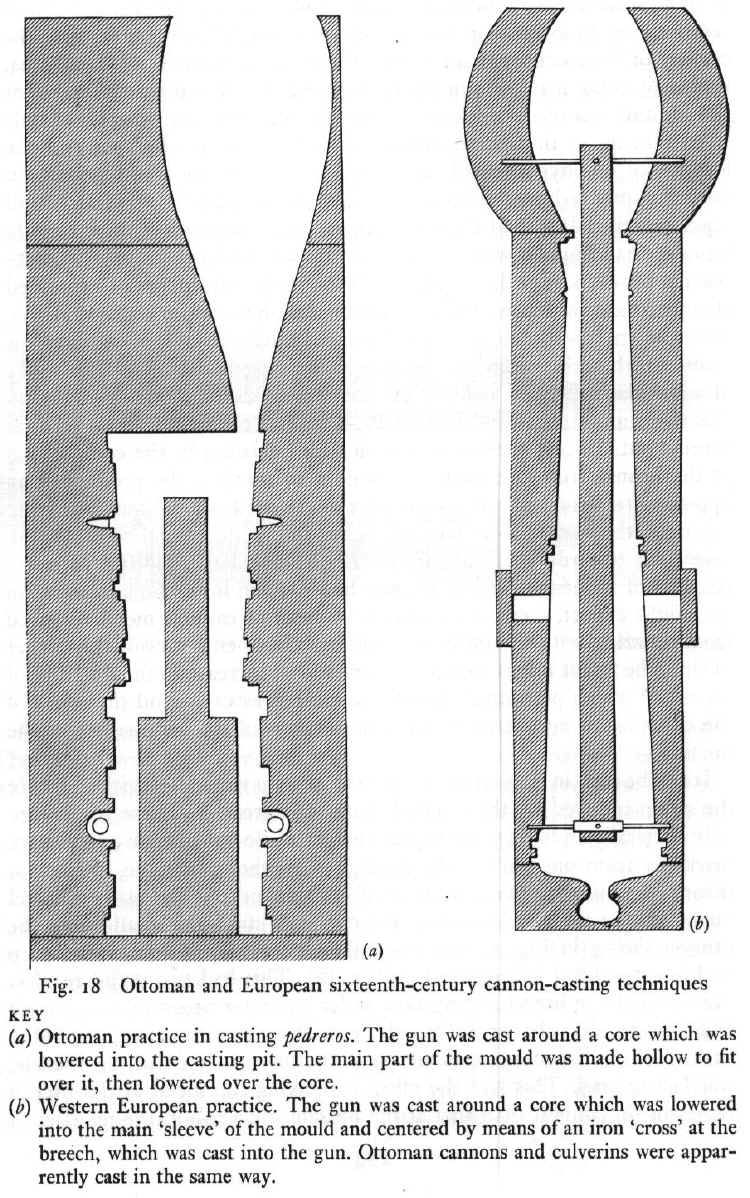
In both cases the inside of the barrel was last to cool (sixteenth-century cannon were not cast solid and then bored out; they were cast hollow around a clay core). As a result of the tendency of the tin in molten bronze to move ahead of the wave of solidification, this meant that the insides of the barrels were richer in tin than the outsides. It would be reasonable to assume, therefore, that this made the inside of the barrel walls relatively ductile, thus permitting a certain transfer of internal strain to the more brittle but stronger portions of the barrel further from the center. This would presumably have made the entire gun stronger. This is extremely difficult to evaluate, however, without much additional research and testing since modern analytical techniques generally assume a homogeneous material and since the effect of minor variations in the composition of bronze gunmetal on its strength and other characteristics is almost unknown.
FOOTNOTES
1A. R. Hall, Ballistics in the Seventeenth Century (Cambridge, 1952), for example, is quite correct in holding that the theory of ballistics did not develop appreciably in the sixteenth century, but quite incorrect in assuming that cannon technology therefore remained static.
2I am indebted to Mr H. P. George, who was Acting Director of the Metallurgy Research Laboratory, U.S. Army Frankford Arsenal, Philadelphia, Pennsylvania, when I spoke with him in the summer of 1969 and the early spring of 1970, for having pointed out the fundamental problems of non-ferrous metallurgy to me; and to Captain Wesley S. Crow of the Department of Metallurgy, U.S. Air Force Institute of Technology, Wright Patterson Air Force Base, Ohio, for having pointed out the segregation of tin in a cooling melt of tin and copper.
3I am indebted to Professor Robert P. Mark, Department of Civil Engineering, Princeton University, for having spent much of his valuable time and effort in the spring and summer of 1970 in familiarizing me with the basic theory of thick-walled tube stress analysis.
4The samples were extracted from the same location on both cannon (inside the muzzle) to insure consistency.
5Professor Robert F. Mark, Department of Civil Engineering, Princeton University, pointed out to me the advantages of photoelastic model analysis and led me through the experiment shown in Fig. 17. I am indebted to him and to Mr Joe Thompson, machinist par excellence, who constructed the model on which the experiment was conducted.
